Токарная обработка – распространенный метод обработки металла, посредством чего обычная заготовка из стали становится подходящей деталью для определенного механизма. В процессе работы используются станки – универсальные агрегаты, а также различные инструменты, в том числе проходные резцы. Последние отличаются многофункциональностью и способностью создавать изделия любой геометрической формы, будь то конус, цилиндр, сфера из всех металлов: коррозионно-стойкой стали, чугуна, титана, бронзы, меди и прочих разновидностей.
Как выглядит резец?
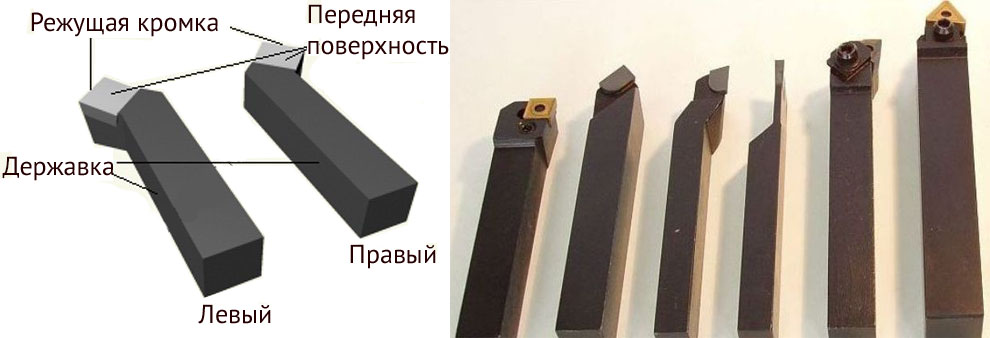
Призматическое тело проходного токарного резца состоит из державки – крепительного приспособления – и режущей части (головки), которая, в свою очередь, содержит переднюю, заднюю главную и вспомогательную поверхности. Пересечением данных плоскостей образуются грани – основная рассекающая кромка и подсобная. Эти элементы соприкасаются друг с другом в вершине резца. Чтобы стружка, снимаемая инструментом, сходила по передней его поверхности, главный задний торец должен быть обращен к плоскости, созданной основной режущей кромкой, а вспомогательный – к обработанной части детали.
Расположение всех элементов определяется заточкой проходного резца. То есть геометрическими параметрами относительно 2 координатных плоскостей и направления подачи – стороны, с которой располагается основная кромка инструмента в пору, когда его головка «смотрит» на лицевую часть детали. При этом важно учитывать кинематику станка – структуру цепи, в коей последовательность нахождения рабочих звеньев зависит от назначения агрегата (точение, шлифование, фрезерование металла), а, следовательно, конструктивных факторов.
Резец проходного типа необходим для продольной обточки наружных поверхностей вращающихся заготовок: конических и цилиндрических валиков. Поперечная обработка также возможна, но при условии использования определенной разновидности инструмента. Резцы, будучи проходными, бывают черновыми и чистовыми. Первый вариант предназначается для обдирки – грубого обтачивания металлических деталей. Задача чистовых режущих инструментов: окончательно обработать поверхность до получения ею высоких эстетичных качеств и нужных геометрических параметров.
Какие бывают разновидности резцов
Механическая обработка резанием наружных цилиндрических/конических поверхностей предполагает использование одного из следующих видов инструмента:
- прямого резца;
- отогнутого;
- упорного.
Прямой проходной резец применяется для обточки материалов не только на станках токарной группы, но и долбежных, строгальных агрегатах. Изготавливается данное изделие из быстрорежущей стали (по ГОСТу 18868-73) либо комплектуется твердосплавной напайкой, которая впоследствии примыкает к металлической оправе (ГОСТ 18879-73). Если производство инструмента базируется на первом способе, то резец оправдано использовать для конструкций, которые работают с накаленными и нелегированными заготовками. Твердосплавные материалы больше рассчитаны на отделку плотных видов металла.
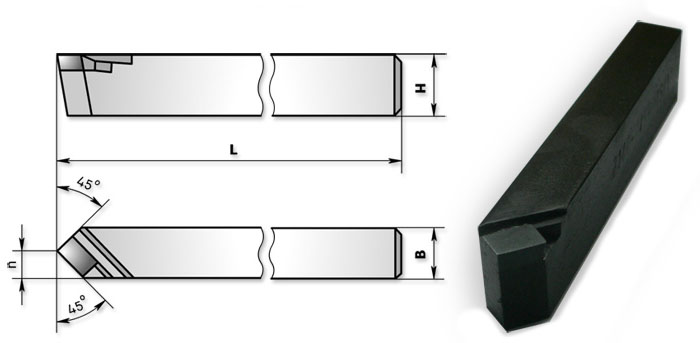
Геометрия проходного прямого резца для токарного станка предполагает несколько важных углов. Все они находятся на рабочей части инструмента – головке, и их величина зависит от конкретной модели. Передний отдел резца обуславливает сход стружки, который не препятствует процессу обработки. Обе кромке здесь (и вспомогательная, и главная задняя) обращены к заготовке.

Размерный ряд прямого режущего изделия проходного типа довольно широк. Но есть резцы, параметры которых пользуются наибольшим спросом среди токарей.
| Высота, мм | Ширина, мм | Длина, мм |
| 16 | 10 | 100 |
| 16 | 12 | 120 |
| 20 | 12 | 120 |
| 20 | 16 | 120 |
| 20 | 20 | 140 |
| 25 | 16 | 140 |
| 32 | 20 | 170 |
| 32 | 25 | 170 |
| 32 | 45 | 240 |
Сечение корпуса проходного резца может иметь форму квадрата или прямоугольника. Отогнутые режущие инструменты на практике используются чаще, чем прямые, поскольку дают универсальные возможности в работе. Обладают большей жесткостью и за счет своей формы делают позволительным обтачивать детали даже на труднодоступных участках. Проходные отогнутые резцы предполагают обработку преимущественно высокопрочных видов металла, а потому изготавливаются обычно из твердосплавных материалов. Применяя в деле, с помощью них можно осуществлять как продольную, так и поперечную подачу. Ими позволительно подрезать торцы, снимать фаски, обтачивать верх заготовок, то есть выполнять все основные операции, которые присущи токарным агрегатам.
Будучи широкопрофильным инструментом, резец проходной отогнутого типа имеет различные вариации по размеру. Самые востребованные параметры представлены ниже.
| Высота, мм | Ширина, мм | Длина, мм |
| 16 | 10 | 100 |
| 16 | 10 | 110 |
| 16 | 12 | 100 |
| 20 | 12 | 100 |
| 20 | 12 | 120 |
| 20 | 16 | 120 |
| 20 | 20 | 125 |
| 25 | 16 | 140 |
| 25 | 20 | 170 |
| 25 | 25 | 140 |
| 32 | 20 | 170 |
| 40 | 25 | 200 |
| 50 | 50 | 240 |
Основной рабочей частью отогнутого проходного резца, как и в случае прямого изделия, является его головка. Она располагается на стержне, который впоследствии вставляется в держатель. В зависимости от стороны наклона отогнутый резец бывает левым и правым. Этим обуславливается возможность в процессе обработки огибать деталь с разных краев.
Каждой модели характерен свой уникальный угол. Благодаря этому изделие становится подходящим для достижения той или иной цели. Например, для придания заготовке ступенчатого вида понадобится режущий инструмент с углом в 90°.
Проходной упорный резец относится к токарным конструкциям, применяемым для обтачивания валиков, бортиков и прочих деталей цилиндрической формы. Наряду с иными изделиями подобного плана его активно задействуют в мастерских, машиностроительных цехах для черновой и/или чистовой отделки. Базовая спецификация инструмента – работа с телами вращения, имеющими уступы. Обычно это детали с небольшими габаритами. В силу последнего, упорным резцам присуща высокая точность.
Режущая кромка инструмента перпендикулярно направлена к оси заготовки. За счет такого соотношения минимизируется отрицательная вибрация, которая образуется в момент работы, а, следовательно, снижается вероятность возникновения повреждения или брака. Для изготовления проходного упорного резца используются: инструментальная сталь (из нее выполняется крепеж), быстрорежущий металл либо твердосплавный материал (для производства режущей части).
Разновидностями инструмента являются изогнутые и прямые модификации. Первый тип применяется во многих областях, поскольку обладает массой возможностей. У таких упорных изделий больший радиус закругления, и за счет отогнутой части ими допускается обрабатывать детали любой сложности. Резцам с прямой конфигурацией не присуща универсальность, но их проще использовать в токарных работах. Они обладают повышенной жесткостью и имеют меньшее закругление в радиусе.
Данные модификации проходных упорных резцов дополнительно подразделяются на левые и правые, что определяется положением рабочей части инструмента. По размеру изделия бывают разными, в результате чего в сечении они могут иметь прямоугольную либо квадратную форму.
| Высота | Ширина | Длина |
| 6 | 6 | 80 |
| 8 | 8 | 80 |
| 16 | 10 | 100 |
| 16 | 12 | 100 |
| 20 | 12 | 120 |
| 20 | 16 | 120 |
| 20 | 16 | 140 |
| 20 | 20 | 125 |
| 25 | 16 | 140 |
| 25 | 20 | 140 |
| 30 | 20 | 150 |
| 32 | 20 | 170 |
| 40 | 40 | 200 |
| 45 | 30 | 240 |
| 50 | 50 | 240 |
Покупая резец проходной для токарного станка, стоит обращать внимание на материал изготовления и габариты, ведь данными факторами обуславливается не только цена изделия, но и целевая направленность. Что касательно конкретных стоимостных значений, то их назвать затруднительно. Ценовой диапазон резцов довольно широк и составляет 200-1500 рублей.




