Выполнить обработку любого вида поверхностей, нарезать внутреннюю или наружную резьбу, подрезать торцы, просверлить отверстия, а так же проделать массу других операций по металлу, древесине и пластмассе невозможно без токарного оборудования. На нем можно осуществлять как черновую, так и чистовую работу с заготовками. При этом вид конечной формы изделий зависит от типа станка и используемого инструментария.
Разновидности устройств
Токарные агрегаты бывают винторезного, сверлильного, револьверного, карусельного и других видов. Одни механизмы универсальны, другие имеют узкоспециальное предназначение и могут выполнять ограниченное количество операций.
В соответствии с классификацией ЭНИМС все оборудование можно разделить на несколько групп, большую часть которых составляет металлообрабатывающее. По устройству шпинделя бывают вертикальной и горизонтальной сборки.
Показателями возможностей токарного станка по металлу служат:
- Ømax изделия, обрабатываемого над станиной;
- максимальный размер между осями;
- Ømax детали, которая обрабатывается над поперечными салазками суппорта.
Верный подбор специнструментов позволяет сформировать любой вид резьбы. Повысить производительность позволяет установка гидравлических патронов. Разновидности станков токарной группы однотипны по конструктивному исполнению, но могут различаться по габаритам и количеству операций.
Универсальные станки постепенно заменяются высокопроизводительными механизмами с программным управлением, которые:
- имеют возможность нивелирного перемещения и использования большего количества инструментов при менее сложной кинематике;
- зона обработки и резки на данных видах токарных станков закрыта, поэтому разброс стружки и смазочной жидкости сведен к минимуму.
В зависимости от обслуживания выделяются полуавтоматы и полностью автоматизированные механизмы. В первом варианте загрузку и снятие металлических конструкций выполняет токарь. Во втором — участие человека минимизировано.
Систематизация станков по металлу была предложена в прошлом столетии и с тех пор не менялась. Согласно ей оборудование делится на:
- карусельные модели;
- револьверные устройства;
- оборудование отрезной группы;
- устройства специального назначения;
- лобовое или винторезное оборудование;
- многорезцовые и полировальные агрегаты;
- многошпиндельные: автомат или полуавтомат;
- специализированные станки: обычные и автоматические;
- одношпиндельные токарные агрегаты: автомат и полуавтомат.
Все типы устройств, включая токарно-винторезные станки, подразделяются по точности.

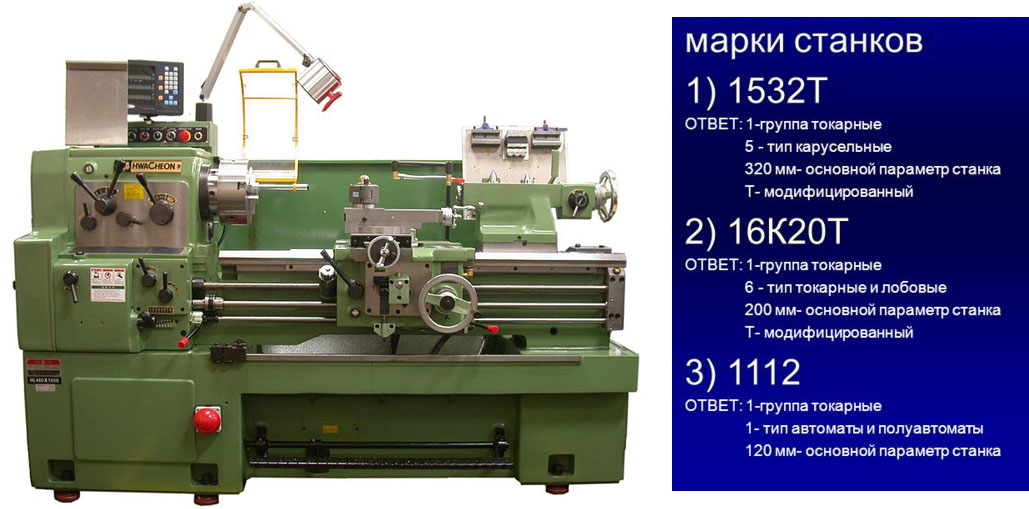
Технические параметры агрегата указаны в маркировке. Буквенно-цифровое обозначение включает данные о его типе, высоте центров, модификации и автоматизации, а также точности.
Типы и назначение оборудования
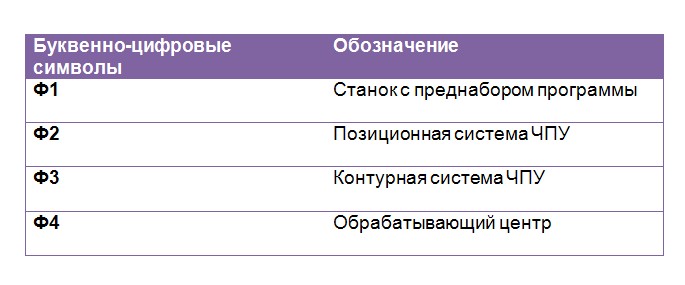
Все токарные станки по металлу состоят из нескольких блоков: корпуса, узлов точения резаков и обрабатываемых заготовок. Определить разновидность устройства можно по маркировке, в которую входит несколько букв и цифр: группу агрегата, его тип и информацию о высоте центров указывают цифрами; буквенным показателем определяется точность, типовая принадлежность, имеющиеся конструктивные доработки и изменения. На то, что токарное оборудование имеет ЧПУ, указывает «Ф» на конце маркировки.
 Многие агрегаты отличаются простотой обслуживания и безопасностью. Это позволяет применять их в мастерских школ.
Многие агрегаты отличаются простотой обслуживания и безопасностью. Это позволяет применять их в мастерских школ.
| Вид | Назначение | Основные блоки | Нюансы |
| Токарно-винторезные | Наиболее распространенный тип устройств, как в единичном, так и масштабном производстве. Используются при работе с любым видом металла. Универсальны при формировании разных типов резьбы, точении конусов. Конструктивно однотипные, выполняют большой объем технологических процессов. | Основанием является массивная станина.
Шпиндельная бабка с вращающимся патроном и коробкой скоростей позволяет целенаправленно передавать вращательное движение от двигателя к блоку. Фартук преобразовывает действия винта/вала в ход суппорта, а также выполняет защитные функции. Задняя бабка используется для закрепления дополнительных инструментов поддержки концов крупногабаритных деталей. Суппорт – кинематический механизм, обеспечивающий продольно-поперечные перемещения; устройство для зажима резцов. |
Обрабатываемые детали в токарно-винторезных станках, в зависимости от их параметров, крепятся на оправке, в центрах, в патронах задней бабки и основном. |
| Токарно-карусельные | Для обработки наружных и внутренних поверхностей цилиндрической и конической формы, проведения сверления, прорезки и обработки отверстий разных форм; торцевания.
Допустимо расширение количества токарных операций за счет установки револьверной головки и других дополнительных типов устройств. |
Стол является вращающимся главным узлом, рассчитанным на большие нагрузки. Станок может иметь одну либо две объединенных рамой стойки.
Детали Ø ≤ 2500мм обрабатываются на одностоечных, большее сечение — на двухстоечных. Подача инструментов происходит за счет суппортов: револьверного, расточного и бокового. |
Токарная группа станков, предназначенная для обработки заготовок и деталей с большим диаметром и массой при относительно малой высоте.
В работе токарь может использовать вращение, перемещение суппортов и траверсы. |
| Токарно-карусельный станок по металлу с ЧПУ | Модернизация программным управлением позволяет обрабатывать детали сложного профиля с приложением минимальных усилий со стороны оператора. | ||
Минусом токарно-карусельных и токарно-винторезных станков является то, что на станках без ЧПУ трудно производить большие партии серийных изделий. А оборудование с программным управлением требует высокой квалификации токаря.
Для работы с заготовками, высота которых в несколько раз меньше, чем размер их диаметра, применяется лоботокарный вид токарных станков:
- допускается обработка торцов и прорезка канавок;
- точение предусматривается как коническое, так и цилиндрическое;
- характерно отсутствие задней бабки и вертикальное положение планшайбы;
- токарные агрегаты, предназначенные для деталей очень крупного размера, имеют 2 отдельных станины и изолированный суппорт.
Для крепления деталей, габариты которых превышают диаметр планшайбы, на ней существует специальный паз.
| Тип | Предназначение | Управление | Особенности |
| Токарно-револьверный | Обточка деталей из штучных болванок или калиброванного прутка, для которых требуется огранка нескольких поверхностей с использованием различных инструментов. Процесс, в большинстве случаев, автоматизирован и имеет замкнутый цикл. Это позволяет повысить точность конечного продукта. | Резаки крепятся на револьверной головке, закрепленной в суппорте станины. Управление может быть автоматическим или запускаться непосредственно во время работы токарем.
Для механизмов с ЧПУ типичны два револьверных устройства, ведущие работу в 4 координатах. Последовательность расположения режущих инструментов зависит от функциональной схемы изготовления изделия. |
Револьверный диск бывает с вертикальной и горизонтальной осью. Первый вариант имеет высокую жесткость оси шпинделя и, соответственно, лучшую точность, а у второго большее количество позиций и большая скорость замены инструмента.
Основным различием 2 разновидностей данного устройства является наличие большего количества суппортов на двухстоечном станке. |
| Токарно-затыловочные | Заточка проводится для сохранения формы инструмента при эксплуатации. | Суппорт с резаком производит возвратно-поступательные движения по радиусу и затылует обрабатываемое изделие. | Несмотря на частичную схожесть с винторезным устройством, этот станок имеет ряд существенных отличий от него. |
При серийном производстве используется автоматы и полуавтоматы. Они могут выполнять все виды токарных работ. Оператор должен только периодически загружать материал, проверять качество выполняемого станком точения и следить за его техническим состоянием.
Назначение одно- и многошпиндельных разновидностей — формирование изделий из единичных болванок, прутка любого сечения или трубопроката:
- выполняются все виды точения, нарезки и сверления;
- высокая производительность достигается за счет мощного привода и жесткости конструкции станков.
Для изготовления деталей небольшого размера используются станки с продольным точением. Основным их преимуществом является одинаковое качество обработки заготовок из любого вида материала:
- имеют большое количество модификаций;
- токарный патрон заменен цанговым.
Управление действует через распредвалы и кулачковую систему механизмов. Существует много разновидностей механизмов для точения, используемых для изготовления деталей в разных производствах.
Нюансы устройства оборудования
Несмотря на видовое разнообразие станков для металла в их конструкциях имеется много общего. Стандартная техническая база и узлы дают возможность беспроблемно и быстро выполнять как обслуживание, так и ремонт, что очень важно в токарном деле. Конструкция опирается на массивные несущие тумбы, высота которых создает условия для комфортной работы:
- количество зависит от конструктивных особенностей механизма;
- чтобы обеспечить устойчивость станка, станина всегда делается большой массы.
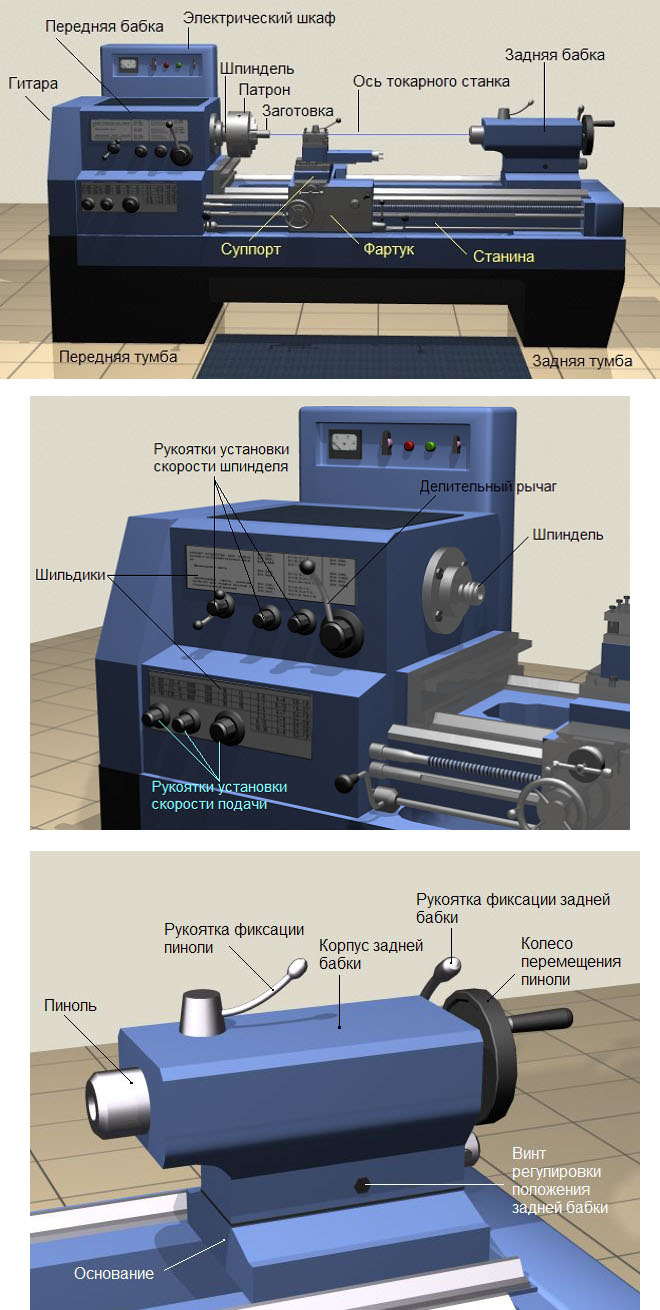
Все без исключения типы токарных станков имеют переднюю бабку со шпиндельным устройством, коробку передач, фартук и суппорт. Различаются механизмом крепления, количеством и формой опорных элементов, кареток и присутствием задней бабки. Мощность электродвигателя и элементы управления токарным оборудованием видоизменяются в зависимости от его разновидности. Оборудование может быть небольших габаритов и массы. Станиной для данных станков является поверхность стола. Они используются в основном для филигранных работ.
В настоящее время большинство токарных станков выпускается с ЧПУ. Это не только улучшает работу станка, делая ее более точной, но и повышает его производительность. В зависимости от вида задействованных программных средств делятся на: разомкнутые, замкнутые и самонастраивающиеся. Если первые два типа, поэтапно расшифровывая информацию, передают команды на обрабатывающий механизм, то последний может вносить корректировку и самостоятельно перенастраивать агрегат, не прерывая технологического процесса.




