В токарном деле отрезной резец применяется чаще других. Изготавливается он из особо твердых марок стали. Используется этот инструмент для обрезания заготовок и деталей из металла по необходимым размерам, а также для создания в их теле канавок различной глубины. Визуально такие резаки сложно спутать с другими вариантами, так как конструктивно они состоят из тонкой ножки, на конце которой напаяна твердосплавная пластина.

Резец токарный отрезной – узконаправленный инструмент. Применяют для грубой обработки металлических заготовок, требующей больших усилий. Основное его назначение – отрезание от болванки, прута или трубы небольшого диаметра частей требуемого размера под прямым углом к оси вращения. Вместе с тем он активно используется для снятия верхнего слоя материала, создания узких канавок, например, под стопорные кольца. Применяются резаки этого типа на автоматических, револьверных и токарных станках.
Режущая кромка резца изготавливается из твердого металла. Отрезные инструменты в работе могут частично заменять канавочные. Для создания пазов большой ширины требуется несколько заходов.
Конструкция и особенности
Отрезные резаки для станка делятся по конструкции на:
- Цельные – изготавливаются из монолитного куска стали. В последнее время используются редко по причине относительно невысокой прочности: быстро стачиваются и легко ломаются. Для производства крупных резцов применяют инструментальную углеродистую сталь, для мелких – быстрорежущую.
- С приваренной рабочей пластиной. Твердосплавная деталь по особой технологии приваривается непосредственно к головке резца. Если сварка была выполнена неправильно, режущий элемент разрушается или трескается.
- Резцы со сменными пластинами. На головке имеются пазы, в которых механически фиксируется быстрорежущая пластина. Такие инструменты используется наиболее часто по причине возможности замены рабочего элемента.

Особенности отрезного резца:
- Яркой чертой отрезного инструмента является его тонкая ножка, за счет которой снижается количество снимаемого материала, что приводит к ускорению процесса обработки детали. Но небольшая толщина в купе с неверной техникой работы токаря на станке может привести к поломке из-за возрастания нагрузки.
- Чтобы снизить трение о стенки канавки боковой поверхности, его головку по направлению к стержню специально сужают под углом до 2°. Это повышает риск отлома режущей части при любой излишней нагрузке.
- Резцы изготавливаются в правостороннем и левостороннем исполнении. Чтобы отличить их, необходимо посмотреть, с какой стороны расположена ножка, предварительно перевернув инструмент вниз режущей пластиной. Если она находится с левой стороны – исполнение левостороннее.
- Отрезные инструменты невозможно заменить другими видами резцов. Однако, они могут использоваться для чистового прохода по торцевой поверхности.
Различают следующие размеры державки отрезных резаков:
- 16х10 мм – на учебном токарном оборудовании;
- 20х12 мм;
- 20х16 мм – наиболее распространенный размер;
- 40х25 мм – на крупногабаритном токарном оборудовании, изготавливаются исключительно под заказ.
Отрезной инструмент на токарном станке закрепляется в поворотном держателе (двух или четырехместном) со стороны передней бабки. Особое внимание обращают на его вылет из резцедержателя и на расположение относительно центра станка его вершин.
В случае, когда верхняя точка находится несколько выше центра заготовки, наблюдается сильный износ токарного резца и повышается риск его поломки. Если она расположена ниже, сила сопротивления резанию увеличивается и образуется наплыв.
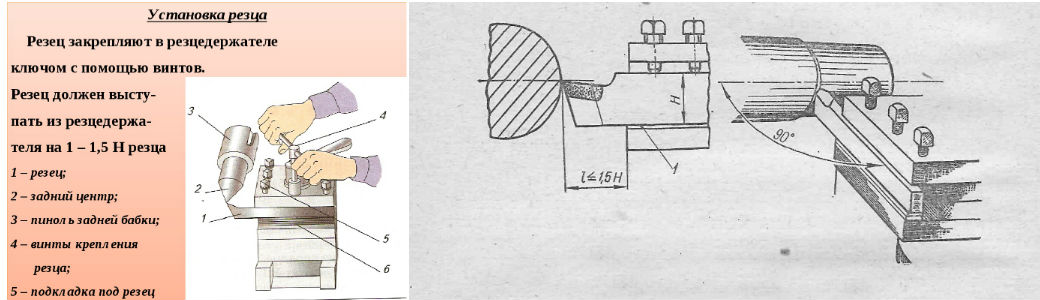
Во избежание поломки резака из-за его неправильного монтажа, инструмент должен быть установлен токарем без каких-либо перекосов по высоте центров станка. Высота фиксации регулируется путем помещения подкладок под опорную поверхность. Допускается использование элементов разной толщины, однако, их количество должно быть не более трех. В противном случае будет наблюдаться недостаточная жесткость крепления. Сами же детали готовятся заранее, а укладываются они на опорную поверхность резцедержателя. Их не следует заменять другими материалами, например, пластинами из металла.
Чтобы проконтролировать положение резца относительно центров станка, ее необходимо подвести к вершине центра передней или задней бабки. Для обеспечения безопасности работы, инструмент монтируется в резцедержателе с минимальным вылетом. Фиксация производится не менее чем двумя болтами. Безопасным вылетом считается полторы единицы высоты стержня (1,5 × Н). Если не следовать данной инструкции, практически гарантированы вибрации при работе станка.
После монтажа инструмента, производится его окончательная регулировка. Для этого резак подводится к детали до первого касания (при работающем станке). Далее инструмент смещают вправо и на глаз определяют предполагаемую глубину резания.
Отрезной резец устанавливается таким образом, чтобы между направлением передней подачи и его боковыми поверхностями прослеживался угол не менее 1-2°.
При монтаже нужно следовать следующим правилам:
- Установка выполняется по высоте центров станка.
- Безопасность токарных работ обеспечивает минимально допустимый вылет головки.
- Между направлением передней подачи и боковыми поверхностями должен ясно наблюдаться угол 1-2°.
Для повышения прочности головок резцов для токарного станка по металлу, их высота увеличивается. Чтобы предотвратить возникновение вибраций, перед началом работ следует исключить продольное смещение каретки относительно станины. Для этого подтягивается соответствующий винт. Клинья суппорта также требуют подтяжки. Все эти меры повышают жесткость крепления как металлической заготовки, так и самого резца.
Для предотвращения вибрации также используется резак изогнутой формы, установленный режущей кромкой вниз. При этом отрезание выполняется на обратном вращении шпинделя.
Особенности работы отрезным резцом
Углубление, образовавшееся на поверхности заготовки в месте ее реза, часто свидетельствует о том, что деталь уже отломилась. Чтобы предотвратить возникновение подобной ситуации, процесс выполняется постепенно с предварительным повышением подачи.
При работе с хрупким металлом, заготовка отламывается до того, как резец подходит к ее центру. В итоге на торце появляется характерный выступ. Чтобы получить ровный край, кромка инструмента выполняется под углом 5–10°. Как только деталь была отрезана, выступ снимается без отключения поперечной подачи. Для снижения шероховатости делаются фаски на задних вспомогательных поверхностях резака.




