Многопильные станки по дереву – отличный вариант для предприятий первичной деревообработки, которые занимаются массовым производством, они позволяют повысить производительность, снизить себестоимость и конечную цену на готовые изделия. Кроме того, дисковые пилы легко встраиваются в автоматизированные поточные линии, не требуют высокой квалификации работающих, часто оснащаются автоматизированными системами управления. Такая техника особенно рентабельна при производстве погонажа из древесины, досок, деревянной обрешетки, наличников и других плотницких изделий.
Особенности конструкций
В зависимости от своего основного назначения рассматриваемые агрегаты выделяются:
- Наличием вилочного шпинделя, двигающегося в возвратно-поступательном направлении.
- Пильным диском с мелкими зубьями и при малом шаге между смежными зубьями.
- Плоской и гладкой пильной поверхностью, что позволяет во многих случаях использовать такое оборудование как адекватную замену менее производительным строгальным станкам.
- Малым удельным расходом электроэнергии.
- Небольшому количеству отходов, благодаря многолезвийной конструкции инструмента и автоматизации отсоса стружки из-под зоны обработки.
- Повышенными возможностями средств механизации и автоматизации технологического процесса, куда входят устройства автоматического центрирования пил, узлы быстрой загрузки исходных заготовок и пр.
- Повышенным качеством готовой поверхности распила, что объясняется наличием радиального прижима заготовки в нескольких местах одновременно, стабильной подачей рабочей головки, активным охлаждением рабочего инструмента, наличием блока распыления охлаждающей жидкости.
Прижим заготовки к пилам обеспечивает наличие растягивающих напряжений в течение всего времени рабочего цикла, что благоприятно сказывается на качестве распила древесины.
Разновидности оборудования
Многопильные станки классифицируются по:
- траектории подачи пильного диска к поверхности реза: поступательный и качательный;
- приводу подачи инструмента – механический или гидравлический;
- количеству пильных дисков, которые могут быть установлены в рабочем пространстве машины – до 40 шт;
- скорости подачи;
- виду станины – закрытая (рамная) или открытая.
Кинематика многолезвийных станков с поступательно движущейся инструментальной головкой более проста, однако такие агрегаты не отличаются высокой производительностью, поскольку фаза движения диска – холостое ускоренное, замедленное рабочее (притом – с изменяемым замедлением/ускорением) и вновь холостое ускоренное – увеличивают динамические нагрузки на элементы привода. Поэтому дисковые пилы с поступательно движущимся инструментом отличаются наименьшей производительностью.
Более удачным являются конструкции с кривошипно-шатунным приводом. Кинематика такого механизма предполагает жёсткое управление скоростями перемещения в зависимости от исходного положения кривошипа. В свою очередь кривошипная шайба станка предварительно может быть настроена на необходимый эксцентриситет. Многолезвийные дисковые пилы с кривошипно-шатунным приводом обеспечивают наиболее точное движение инструмента во время реза.
Недостаток кривошипно-шатунных механизмов – невозможность изменять скорость перемещения дисков в моменты их подвода/отвода от разрезаемого материала, устраняется установкой кривошипно-коромыслового привода. С механической точки зрения это решение сложнее, но зато обеспечивает действие многопильного оборудования с различной скоростью, определяемой местонахождением инструментальной головки относительно обрабатываемой заготовки. Такой многопильный агрегат может быть настроен на три режима работы и переналаживается лишь при изменении длины поверхности распила и диаметра исходной заготовки.
Механический и гидропривод
Вид привода определяет производительность и число ходов в единицу времени. Механический привод имеет следующие преимущества:
- Постоянство величины хода;
- Высокая жесткость механизма;
- Компактность узлов, обеспечивающих перемещение.
Недостатки механического привода:
- Повышенные потери на трение, которые возрастают при увеличении числа ходов многопильного станка в единицу времени;
- Более интенсивный износ рабочих деталей;
- Усложнение текущего производственного обслуживания.
- Необходимость использования электродвигателя.
В свою очередь, гидропривод многопильного станка по дереву отличается:
- Меньшим уровнем шума;
- Возможностью автономной работы (например, от двигателя внутреннего сгорания), что дает возможность установки многопильных агрегатов вне стабильной линии энергоснабжения;
- Удобством регулировки параметров перемещения инструментальной головки с инструментом.
Ограничения гидропривода:
- Меньшая компактность;
- Необходимостью в более квалифицированном регламентном обслуживании магистралей высокого давления;
- Приобретение дополнительного оборудования (гидромоторы, рукава высокого давления);
- Ограничением в возможностях управления многопильными установками в холодную пору года.
Таким образом, все решают условия и желаемая производительность основного оборудования участка многопильных агрегатов по обработке дерева: при массовом производстве и в стационарных условиях лучше использовать гидропривод, а при среднесерийном – механический.
Тип производства влияет и на количество пильных дисков в инструментальном блоке. Например, при 40 дисках одновременно может быть разрезано до 40 досок (ламелей). Однако скорость подачи при этом будет низкой: до 0,5-1,5 м/мин.
Количество одновременно совершаемых резов сказывается и на суммарных потерях материала. Считается, что минимальная толщина древесины, которая может быть получена на многорычажной дисковой пильной машине, составляет всего 2 мм. Толщина резания составляет 1,4-1,6 мм вместо обычных 5-8 мм на многодисковых станках — соответственно каждый разрез экономит 4-6 мм древесины, а количество отходов уменьшается в 4-5 раз. Кроме того, многодисковые пильные станки с рамочным механизмом являются относительно экономичными с точки зрения потребления электроэнергии. Номинальная мощность электродвигателя на рассматриваемом оборудовании составляет 11-22 кВт в зависимости от модели.
Конструкция и расположение инструмента
Различные пилы — биметаллические, либо армированные твердыми сплавами, работают в условиях постоянных динамических нагрузок. Поэтому производители обычно указывают материалы и фирмы-изготовители, продукцию которых следует рассматривать в первую очередь, когда вопрос касается многопильного инструмента. В частности, использовать обычные инструментальные легированные стали не рекомендуется. Как правило, разработчики многодисковых пильных станков предоставляют своим клиентам минимальный набор необходимых режущих инструментов в комплекте к оборудованию.
Обслуживание пил заключается в их своевременной заточке, которая может быть выполнена на шлифовальных станках; это также является преимуществом машины рамочного типа по сравнению с обычными многодисковыми станками. Шлифовальное оборудование для заточки пил, заказываемое отдельно, купить намного дороже.
При выборе инструмента условия его работы оценивается из таких соображений:
- Качество направления пилы. В современных станках многолезвийные пилы либо снабжаются тормозом, либо устройством для принудительного возвращения режущей головки после окончания цикла реза. Это выполняется ещё и для того, чтобы повысить безопасность эксплуатации многопильного станка. Это может быть подпружиненная или шкивная система с противовесами.
- Зона безопасного обслуживания оператором многопильного агрегата. Считается, что для рук зона безопасности должна составлять не менее 300 мм с каждой стороны лезвия. Это предотвращает случайное касание пилы пальцами. Кроме того, разрез должен заканчиваться как минимум в 50 мм перед краем стола, чтобы предотвратить попадание лезвия в неподвижную часть машины (например, упор или станину).
- Безопасность работы на многопильном станке всегда учитывают конструкторы при проектировании вида распила, и конфигурации режущего инструмента. Для досок поперечная резка считается нормальной, если имеется надлежащим образом спроектированное и сконструированное приспособление, а для полуфабриката предусмотрена соответствующая стойка или поддерживающая панель.
- Наиболее опасны угловые резы, которых для многолезвийного инструмента рекомендуется избегать. Они могут замять лезвие или быть выброшены обратно к оператору, причинив тому травму. Поэтому регулярное удаление остатков материала из зоны реза имеет особое значение. Перед каждым включением многопильного станка проверяется исправность не только лезвий пил, но и прочих инструментальных приспособлений – толкателей, упоров, фиксаторов.
Обзор популярных моделей многопильного оборудования
Традиционно такое оборудование имеет одно- или двухвальное исполнение механизма привода пил.
ДК-160
Для крупных деревообрабатывающих производства есть смысл приобрести станок из модельного ряда ДК, например, ДК-160. Агрегат предназначен для распиловки заготовки на двухкантные и трехкантные брусья, получая обрезную доску с высокой производительностью и качеством.
Конечная продукция отличается высокой точностью размеров, поскольку подающий роликовый механизм имеет рифления, исключающие проскальзывание во время подачи материала в зону реза. Для подачи используется цепной механизм с регулируемыми звездочками. В зависимости от исходных требований на станок можно установить до 12 пильных дисков. Мощность модели ДК-160, предназначенной для обработки бруса шириной до 160 мм, составляет 55 кВт. Купить ДК-160 можно по цене 630 000-650 000 рублей.
Тайга СМД
Торговая марка Тайга производит не только станки для оцилиндровки бревен, но и многопильные машины. Технологические параметры станков ориентированы на их использование в мебельной промышленности. Характерной особенностью многолезвийных пил Тайга является высокая скорость подачи исходных заготовок в зону реза, что сокращает время, необходимое для проведения подготовительно-заключительных переходов.
Производитель, кроме основного оборудования, выпускает также заточные станки, инструмент и средства механизации, что предоставляет клиенту возможность приобрести комплект взаимозаменяемой техники по выгодной цене. В частности, станок СМД от бренда Тайга стоит 360 000-380 000 рублей.
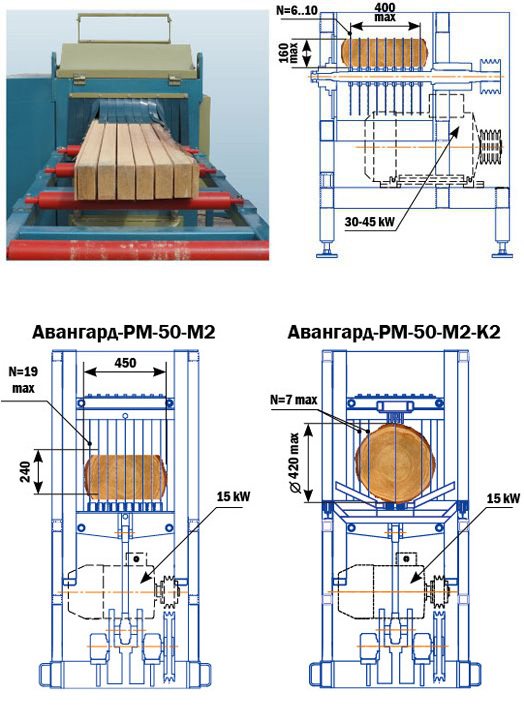
Авангард РМ-50
Для небольших производств, где важно минимизировать площадь, занимаемую деревообрабатывающими установками, подойдут многолезвийные пилы Авангард РМ-50. Их практические возможности скромнее, например, работа с трехкантным брусом невозможна, зато и цена оборудования приемлема для предпринимателей средней руки: она не превышает 300 000 рублей. Впрочем, торговая марка Авангард производит и полностью механизированные комплексы, в частности, Авангард ЛП-80, которые оснащаются гидравлическими механизмами подачи с управляемым усилием прижима. Приобрести такой комплекс можно по цене около 1 млн. рублей.
Все больше внимания уделяется контролю качества продукции. Машиностроительная отрасль не является исключением. В связи с развитием машиностроения как отрасли, так и отрасли в целом, предприниматели сталкиваются с серьезной проблемой выбора необходимого им для производства оборудования, подробнее по ссылке.
Купить высокопроизводительные многопильные дисковые станки можно не только на первичном, но и на вторичном рынке. Б/у оборудование обойдётся дешевле на 100 000-120 000 рублей, однако при покупке необходимо обращать внимание на техническое состояние и длительность предшествующей эксплуатации техники. Б/у установки без капитального ремонта приобретать рискованно. Ремонт должен быть произведен на специализированных предприятиях.
Larmet
Из импортной техники заслуживают упоминания пилы, выпускаемые торговыми марками Larmet (Латвия) и TOS Svitavy (Чехия). Репутация этих производителей среди отечественных потребителей рассматриваемого оборудования – весьма высокая. В частности, станки от Larmet отличаются энергоэкономным приводом и оснащаются высокоточными гидравлическими устройствами подачи древесины, а пилы чешского производства линейки PWR многофункциональны и компактны по конструкции. Приобрести пилы от Larmet можно по цене 3 млн. руб., а от TOS Svitavy – за 3,5-3,6 млн. руб.

