У домашних мастеров потребность в шлифовке габаритных изделий возникает достаточно редко. По этой причине в гаражных и дачных мастерских ленточно-шлифовальное оборудование, как правило, представлено болгарками и ручными ленточными шлифмашинами. С другой стороны, при отделке деревом загородного дома или строительстве бани всегда требуется шлифовка большого количества плоских и объемных деталей. Необходимость в таких работах появляется эпизодически, а стационарный ленточно-шлифовальный станок фабричного производства (гриндер) стоит довольно дорого — от 12 000-15 000 рублей. В этой ситуации наилучшее решение — самому сделать разборную шлифовальную установку с требуемыми размером рабочей зоны и скоростями обработки.
Устройство и материалы
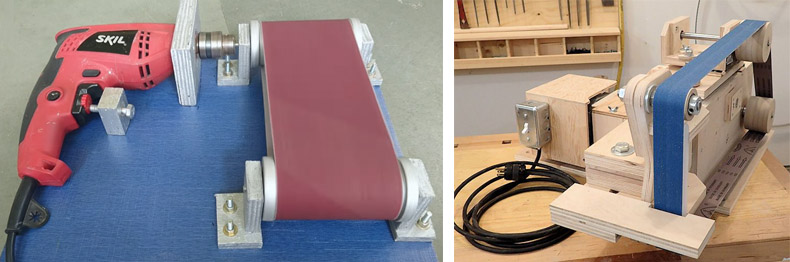
Стационарные самодельные ленточные шлифовальные станки, как правило, имеют вертикальную компоновку, которая наиболее удобна для шлифовки габаритных изделий из металла, дерева и пластика. В качестве приводов в них используют действующий электроинструмент или двигатели от отживших свой век стиральных и швейных машинок. Далее рассмотрим процесс изготовления и сборки такого ленточного станка, который должен отвечать следующим требованиям:
- высота рабочей зоны — 50-60 см;
- габаритные размеры в горизонтальной плоскости — не более 30х40 см;
- ширина шлифовальной ленты — 5 см;
- использование одного из распространенных размеров непрерывной ленты;
- привод от имеющейся в наличии болгарки;
- возможность быстрой сборки, разборки и установки на новом месте.
В таких устройствах движение шлифовальной ленты обеспечивается системой вращающихся валиков, один из которых является ведущим, а остальные — направляющими и натяжными. В домашних мастерских можно встретить различные варианты станков, размер и компоновка которых зависит от потребностей, возможностей и фантазии конкретного мастера. Вполне надежной и полностью функциональной является кинематическая схема с тремя вращающимися валиками, поэтому далее будет описан процесс самостоятельного изготовления именно такого ленточно-шлифовального станка.
Выбор шлифовальной ленты
Для станка с рабочей зоной 50 см вполне подойдут непрерывные ленты длиной 1200 и 1220 мм и шириной 1000 и 1500 мм. В первом случае их нужно будет разрезать вдоль на две части, а во втором — на три. Выбор зернистости ленты зависит от вида обрабатываемого материала, т.к. срезанные при шлифовке частицы, которые забивают пространство между зернами абразива, у различных материалов отличаются структурой и размером. При обработке на ленточных шлифовальных машинах пластика и древесины используют зернистость 80-100 Р, а при шлифовании металлов — 30-40 Р и ниже.
Устройство станка
Несущая конструкция ленточного станка состоит из вертикальной стойки и опоры. Первая — это металлическая полоса, нижняя часть которой согнута под углом 90º, а вторая — прямоугольный лист толстого металла. Согнутая часть стойки выступает в роли ее опорной площадки, с помощью которой она крепится на переднем краю опоры. На плоскости опоры смонтирован привод, в роли которого выступает угловая шлифмашина (болгарка), подключенная с электросети через регулятор оборотов.
На шпинделе болгарки на резьбе крепится ведущий шкив в виде металлического валика, который задает движение шлифовальной ленты. Ведомый валик устанавливается на верхней части стойки. Позади нее расположено Т-образное коромысло, которое нижним концом зафиксировано на опоре и соединено поперечиной со стойкой. На ближнем конце коромысла находится натяжной ролик, а к дальнему прикреплена пружина, обеспечивающая натяг ленты.
Вращающиеся элементы
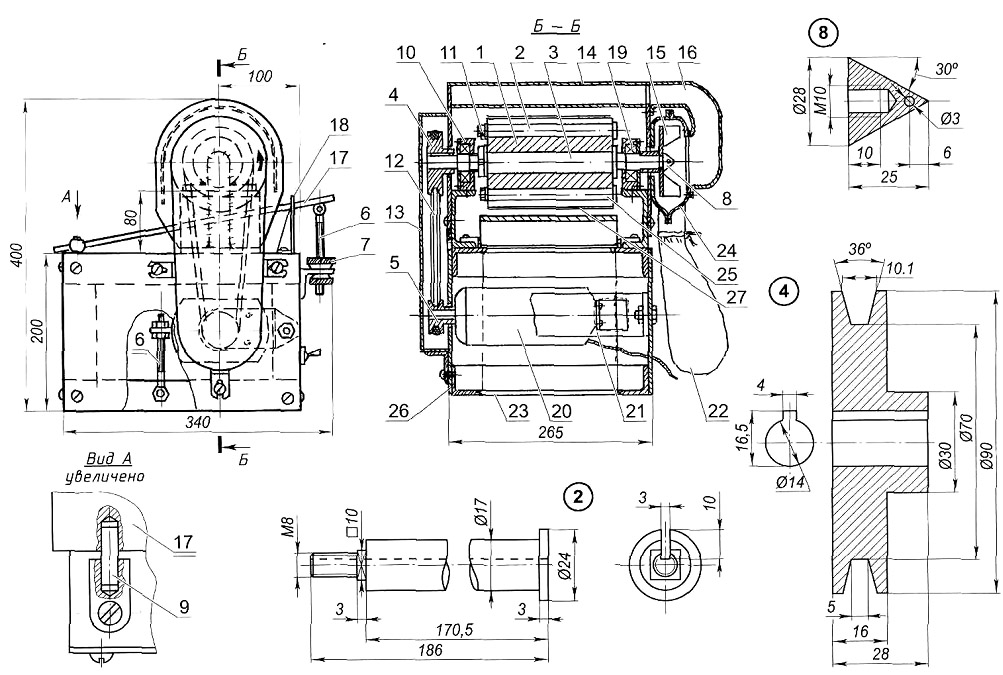
Самый важный и сложный компонент любого ленточного шлифовального станка — это система валиков, по которым с большой скоростью движется лента. Размер ведущего шкива задает линейную скорость движения, поэтому его диаметр необходимо определять расчетным путем.
Линейная скорость ленты вычисляется по формуле: V = (π × D × N) / 1000 × 60, где V — скорость (м/сек), D — диаметр ведущего шкива (мм), N — количество оборотов привода (об/мин). Соответственно диаметр определяется по формуле: D = V × 1000 × 60 / π × N (мм).
Рекомендуемые скорости обработки материалов разнятся:
- древесина — примерно 25 м/сек;
- сталь — 25-30 м/сек;
- пластики (в зависимости от типа) — 10÷30 м/сек;
- титан — 15 м/сек.
Поскольку основные материалы, обрабатываемые в домашней мастерской — это сталь, древесина и пластик, расчет будет опираться на предельную величину 26 м/сек. Максимальная скорость вращения шпинделя нашей болгарки составляет 11 000 об/мин, поэтому расчетное значение диаметра будет равно 45 мм.
Многие стараются сделать вращающиеся элементы самостоятельно из ДСП, фанеры или пластика, либо подбирают их из наличия б/у натяжных роликов в автомастерских. Но поскольку был выбран конкретный диаметр, и хочется своими руками сделать ленточно-шлифовальный станок с заданными параметрами, то лучше всего заказать эти изделия квалифицированному токарю.
Все три вращающихся элемента имеют одинаковый диаметр 45 мм, но разную конструкцию:
- Ведущий шкив. Цилиндрической формы с бортиками по краям для предотвращения схода ленты. Внутри выточен стакан на глубину, достаточную для его крепления к резьбовому концу шпинделя длинной гайкой М14. Общая ширина рабочей поверхности — 60 мм, бортика — 1 мм.
- Ведомый валик. Наружная поверхность такая же, как у ведущего шкива. Вращается на двух подшипниках, заглубленных заподлицо с обеих сторон. В качестве вала используется болт диаметром 8 мм с короткой концевой резьбой, выступающей за его габарит.
- Натяжной ролик. Вал и подшипники такие же, как у ведомого валика. Наружная поверхность бочкообразная, без бортиков, шириной 60 мм.
Все три изделия лучше всего проверить и собрать там, где их изготовили. Опытные мастера наверняка помогут правильно посадить подшипники и исправят возможные недочеты. Кроме того, в мастерской необходимо сделать отверстие в нижней части стойки диаметром 42 мм для установки привода.
Конструктивные элементы и комплектующие
Все остальные элементы конструкции могут быть изготовлены самостоятельно или приобретены в хозяйственных магазинах и на металлобазах. Для сборки ленточного шлифовального станка своими руками необходимы:
- Вращающиеся элементы. Описаны выше.
- Болгарка. Например, ручная угловая шлифмашина Hitachi g12 sr2 с 11 000 об/мин и мощностью 650 Вт. Подсоединяется к электросети через регулятор мощности.
- Основание. Лист металла толщиной 10 мм, размером 30 х 40 см. По краям сверлятся отверстия на 10 мм для прикрепления ее к верстаку. Два отверстия для винтов впотай расположены на месте установки стойки и еще одно — по месту фиксации привода.
- Стойка. Пластина толщиной 8 мм и шириной 8 см. Внизу согнута под прямым углом (полка 4 см) для установки на опору. Высота от сгиба до верхнего конца — 65 см. В нижней части расположено отверстие под привод, а в верхней — для крепления ведомого валика. На высоте 20 см от сгиба — отверстие для крепления соединительной планки стойки коромысла.
- Коромысло натяжного ролика. Состоит из стойки (толщина — 8 мм, ширина — 3 см, высота — 25 см) и закрепленной на ее верхнем конце (через втулку болтом) ассимметричной перекладины. На обоих концах последней просверлено по отверстию: на длинном — для установки натяжного ролика, а на коротком — для крепления натяжной пружины.
- Метизы и прочие материалы. Необходимые для сборки винты, болты, гайки, гроверы и втулки, а также подкладки из дерева и хомут для крепления болгарки к опоре.
В перечне не указаны материалы для рабочего стола, который монтируется перед полностью собранной шлифмашиной. Он должен изготавливаться индивидуально с привязкой к месту установки.
Технология сборки
Наш ленточно-шлифовальный станок разрабатывался для изготовления своими руками, поэтому готовых чертежей и инструкций по его монтажу попросту не существует. Имеется только нарисованный от руки эскиз с пометками, на котором проставлены основные размеры. Поэтому точное положение некоторых компонентов и отверстий для их крепления придется уточнять в процессе сборки (конструкция нашей самодельной шлифмашины это позволяет).
Порядок сборки ленточного станка с трехваликовой кинематической схемой:
1. Разместить опору на ровную поверхность и присоединить к ней винтами с потайной головкой стойку (здесь и далее при резьбовых соединениях использовать шайбы-гроверы).
2. Установить в отверстие в нижней части стойки болгарку. Сделать подкладку из дерева или фанеры для жесткого крепления ее корпуса к поверхности опоры станка, а затем по месту просверлить два отверстия: под винт М8 (вкручивается в резьбовое отверстие под ручку болгарки) и под сквозной винт М8 для крепления подкладки к опоре. Притянуть пластиковый корпус болгарки хомутом к подкладке.
3. Проверить и отрегулировать горизонтальность шпинделя болгарки, а затем закрепить на нем длинной гайкой ведущий шкив.
4. Закрепить натяжной ролик на коромысле. Выверить коромысло на параллельность осей и совпадение плоскостей вращения всех трех элементов, а затем закрепить его на основании и соединить планкой со стойкой. Приварить ручку и установить натяжную пружину.
5. Определить точное место установки ведомого ролика исходя из длины шлифовальной ленты 1210 мм (натяжной ролик должен находиться ближе к переднему положению). Просверлить отверстие под вал ведомого валика, установить его и проверить совпадение плоскости вращения с ведущим шкивом.
6. Закрепить на месте установки опору ленточного станка и проверить его на включение, выключение и регулировку скорости.
7. Поместить вывешенную шлифовальную ленту на верхний валик и ведущий шкив, а затем натянуть ее с помощью натяжного ролика.
8. Проверить станок сначала на холостом ходу, а затем на разных скоростях при обработке древесины и металла.
Крепление стойки и натяжного коромысла к опоре станка можно (и, наверное, лучше) сделать с помощью сварки. Винтовые соединения предложены для возможности его полной разборки.

Рекомендации, ошибки
При изготовлении ленточной шлифмашинки своими силами можно выбирать различные компоновки рабочего пространства и конфигурации кинематических схем. Чтобы сделать такой станок не нужно разрабатывать рабочие чертежи (достаточно эскиза с размерами), а для работы на нем не требуются никакие инструкции. Однако некоторые конструктивные и эксплуатационные особенности станков являются общими для всех моделей, поэтому на них необходимо остановиться подробнее.
Конструкция ленточного шлифовального станка должна предусматривать выставление в процессе сборки параллельности осей вращающихся элементов и максимальное совпадения по вертикали их рабочих плоскостей. Значительные отклонения в этих параметрах могут вызвать сход шлифовальной ленты под нагрузкой. Также важно соблюдать рекомендуемые скорости шлифования отдельных материалов (древесины, металлов, пластика), которые определяются диаметром ведущего ролика и зависят от частоты вращения привода. Другие моменты, на которые следует обратить внимание — это качество посадки подшипников ведомого валика и необходимость соблюдения формы натяжного ролика.
Наверное, самая распространенная ошибка при конструировании самодельного ленточного станка (помимо непараллельности осей и несовпадения плоскостей вращения) — это недостаточность хода прижимного ролика. Дело в том, что шлифовальные ленты в процессе работы могут растягиваться на 10-15%, что обязательно должно учитываться при проектировании натяжного механизма.

