Применение специализированного инструмента и оборудования считается единственно верным решением при необходимости изменения конфигурации труб и полого проката с квадратным и прямоугольным сечением, остальные способы являются трудоемкими и нарушающими целостность стенок. Для достижения оптимального результата важно заранее понять правила работы с трубогибом и его выбора с учетом параметров сгибаемых изделий и условий использования. Избежать ошибок помогает предварительная подготовка проката, инструкции, специальные шаблоны, таблицы и расчеты минимально допустимых радиусов изгиба.
Цели применения трубогиба
Данная группа представлена ручным инструментом и станками, используемыми с целью получения ровного и качественного сгиба стальных, медных и металлопластиковых труб в ходе их монтажа или проведения ремонтных работ. Задействование этого оборудования позволяет сократить как сроки прокладки систем, так и количество стыковочных и дополнительных элементов, что в свою очередь положительно сказывается на итоговой смете и общей надежности трубопроводов. Среди альтернативных вариантов использования обычных ручных или сравнительно маломощных гидравлических трубогибов выделяют сгибание металлопроката и арматуры с заданным градусом, что актуально при бетонировании строительных конструкций.
Конкретные функциональные возможности зависят от вида оборудования: компактными ручными разновидностями рекомендуют пользоваться прежде всего при проведении монтажа в условиях ограниченного пространства, гидравлическими – при прокладке трубопроводов в сложном рельефе и оказании воздействия на стальные виды, электроприводными – при работе с изделиями с толстыми стенками и большим сечением. Правильно согнуть трубу без трубогиба (а именно – ровно, с полной сохранностью ее пропускной способности, без видимых и скрытых дефектов, с нужным градусом или радиусом) крайне сложно, при больших объемах этот инструмент становится незаменимым.
Виды и правила использования
В зависимости от конструктивного исполнения, типа привода и принципа действия выделяют такие разновидности как:
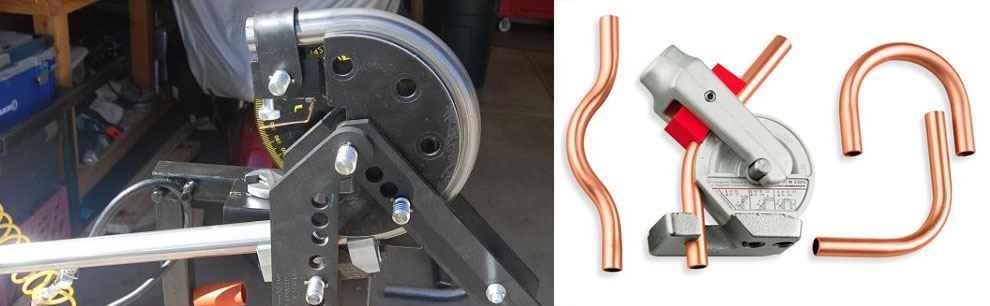
1. Ручные трубогибы с храповым (арбалетным) механизмом, успешно используемые при работе с медными и металлопластиковыми изделиями с диаметром в пределах 5-32 мм. Эта разновидность имеет простую конструкцию и при необходимости изготавливается своими руками, связь между прилагаемым усилием и формируемым углом у нее прямая, сил взрослого мужчины достаточно для получения изгибов вплоть до 90 градусов, при правильно выбранном шаблоне ошибки исключены.
2. Ручные трубогибы с роликовым механизмом, задействуемые при радиусной гибке сортамента, включая изделия с прямоугольным профилем, швеллера и уголков, точная сфера применения зависит от типа установленных на инструменте оправок. Данная группа является довольно распространенной и позволяет гнуть изделия со средним и малым сечением путем переменного вальцевания между тремя роликами.
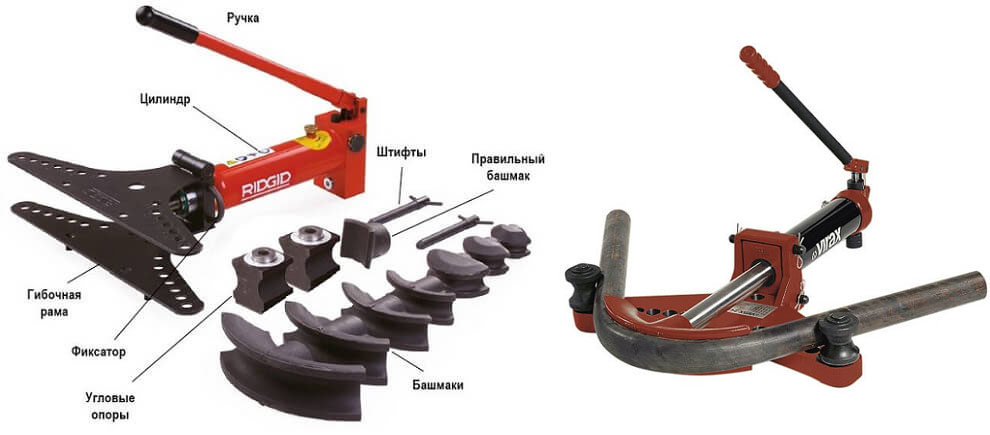
3. Механические устройства, оснащенные гидроцилиндром, упрощающим процесс и позволяющим изменять конфигурацию проката с диаметром от 12 до 100 мм в зависимости от модификации. Для того чтобы ровно гнуть трубы ручным гидравлическим трубогибом, следует заранее позаботиться о подборе правильного шаблона (соответствующего рабочему сечению и толщине стенок), проверять его горизонтальность, положение штоков и надежность закрепления траверсов. Непосредственно к гибке приступают после установки упоров, при соблюдении всех требований создаваемым гидроцилиндром усилий достаточно для задания нужного угла или радиуса в указанном диапазоне при минимальном риске деформации пустотелых изделий.

4. Гидравлические трубогибы с электроприводом, в целом имеющие сходную конструкцию с предыдущим вариантом, но подключаемые к масляному электронасосу вместо ручного управления. Шток с закрепленным шаблоном у этих моделей выдавливается при их включении в рабочий режим, мощности устройств достаточно для изгибания изделий с диаметром от 60 мм и выше.
5. Электрические трубогибы для радиусной гибки, передающие мощные усилия от двигателя на ведущий ролик. Этими устройствами рекомендуют пользоваться при работе с профилированным прокатом и стальными трубами с достаточно толстыми стенками или большим сечением, их технические характеристики по многом зависят от типа привода. Максимальную производительность имеют модели с редукторной передачей, минимальную – с цепной.
6. Дорновое и бездорновое автоматизированное оборудование высокого класса, оснащенное блоками ЧПУ и выполняющее радиальную гибку труб из любых материалов в различных плоскостях путем их обкатки, намотки и прижима. Из-за высокой цены оно практически не используется в частных целях, но при осуществлении работ в промышленных масштабах такие механизм незаменимы. Дорновые модели как правило являются стационарными, рядом бездорновых можно пользоваться в качестве переносных.
В целом, все устройства с ручным, гидравлическим и электрическим приводом разделяются на две группы, а именно – осуществляющие радиусную гибку методом вальцовки заготовок между тремя роликами и угловые трубогибы с рычажными механизмами, гидроцилиндрами или неподвижными оправками для намотки. Каждый из них имеет свои ограничения и оптимальную область применения, выбор разновидности зависит прежде всего от поставленных задач. У некоторых современных моделей процесс гибки осуществляется несколькими методами, они же являются самыми функциональными и дорогими. Дополнительным критерием выбора служат габариты и мобильность.
Советы, возможные ошибки
При использовании наиболее востребованных ручных устройств важно понять, что такой трубогиб работает без повреждения изделия только в случае соотношения толщины стенок к диаметру свыше 0,06. На практике это означает что изменять форму труб с сечением в 25 мм и толщиной в 2 (2/25=0,08) допустимо, а со стенками в 1 мм (1/25=0,04), нет. Нарушение этого условия считают серьезной ошибкой, приводящей к гофрованию или разрыву. Пользоваться электроприводными и оснащенными блоками ЧПУ моделями проще, большинство из них компенсируют обратную деформацию материала с учетом его физических характеристик. В остальных случаях работы стоит начать с расчета и проверки усилий.
Точный порядок действий прописан в инструкции и зависит от типа трубогиба, но в целом в ходе процесса не рекомендуется торопиться или оказывать чрезмерные усилия на материал и узлы инструмента.
Оборудование станочного типа располагают максимально ровно, при необходимости его дополнительно прикручивают к полу болтами с проверкой уровня по вертикали и горизонтали. Идеальным основанием в этом случае считается бетонное. При отсутствии пуансонов с нужным градусом между шаблонами с большим размером и заготовками устанавливают пластины из мягких цветных металлов, толщина которых подбирается по формуле (заданная толщина-фактическая)/2.
При высоком риске повреждения или повышенных требованиях рекомендуется принять меры по дополнительной подготовке труб. Самым распространенным способом является заполнение их внутренних полостей песком и закрытием краев заглушками. В промышленных масштабах изделия также могут предварительно охлаждать (с одновременным окунанием одного края заготовки в воду) или нагревать паяльником (после засыпки песка и высверливания отверстий для вывода газа).




