В связи с растущей популярностью домов из сруба у деревообрабатывающих предприятий появляется и потребность в оборудовании для первичной обработки сырья. Первыми в этом ряду находятся оцилиндровочные станки, которые во многих случаях устанавливаются непосредственно на участках разделки свежесрубленных деревьев. Сама оцилиндровка в чем-то сродни черновому точению металла, и представляет собой процесс придания материалу примерно цилиндрической формы по всей длине. Решающими параметрами соответствующей техники выступают длина заготовки, производительность фрезерования, мощность привода и его КПД. Современные станки оснащаются также и рядом дополнительных функций: выборкой продольных пазов, торцеванием, локальным профилированием и другими.

Принцип действия
Оцилиндровка возможна для сырья, которое удовлетворяет следующим требованиям:
- Разность между диаметрами бревна в вершинной его части не более, чем на 20 мм превышает поперечный размер готового изделия;
- Относительная влажность древесины не должна превышать 20-22 %;
- Относительная кривизна заготовки не может быть более 1 %;
- Стрела прогиба исходного бревна должна быть менее 60 мм на погонном метре заготовки.
Оцилиндровочные станки реализуют одну их трех описываемых далее технологий обработки:
- Классическую, при которой изделие вращается в центрах, а съем материала производится радиальной подачей вращающейся фрезы, закрепленной на шпинделе.
- Продольную, когда изделие неподвижно, а вращается только шпиндель с неподвижно закрепленной фрезой.
- Роликовой, когда съем древесины производится роторной головкой, которая обкатывается по образующей.
В первом случае для выполнения требуемой операции исходную заготовку зажимают в центрах, для чего сырье должно пройти предварительную торцовку. В результате этой операции торцы заготовки выполняются перпендикулярными продольной оси бревна, а неизбежные неровности спила ликвидируются. При таком способе оцилиндровки конечный результат возможен при любой исходной кривизне, однако отходы древесины ожидаются наибольшими, а перерезывание волокон (оно тем вероятнее, чем больше кривизна) приводит к появлению концентраторов напряжений и ухудшению долговечности сруба.
При реализации второго варианта усложняется работа фрезы, поскольку постоянно изменяющиеся поперечные нагрузки снижают усталостную прочность деревообрабатывающего инструмента. Поэтому разработчики такого оборудования ориентируются на изготовление оцилиндровочных автоматических станков. Автомат управления шпинделем постоянно мониторит расстояние между осью обрабатываемой заготовки и рабочей поверхностью фрезы, и в случае недопустимых колебаний между этими параметрами либо отключает станок, либо корректирует траекторию движения шпинделя. При значительной кривизне исходного материала оцилиндрованный полуфабрикат может иметь уступы.
Наибольшей стойкостью обладает инструмент роликовых машин для оцилиндровки бревен. Обкатываясь по поверхности исходной заготовки, роликовые фрезы обеспечивают равномерный съем древесины, независимо от колебаний поперечных размеров. Кроме того, одновременно с основной операцией, могут выполняться и сопутствующие переходы, для чего достаточно предусмотреть установку дополнительной пары режущих роликов. Недостаток схемы в том, что при роликовой оцилиндровке исходные дефекты (в частности, кривизна) не устраняются. Тем не менее, именно такое оцилиндровочное оборудование обеспечивает наибольший выход годной древесины, а потому пригодно для обработки пиломатериалов в повышенных объемах.
В то же время при ограниченных масштабах переработки преимущество получают станки первого или второго типов, как более простые в эксплуатации.
Конструкции
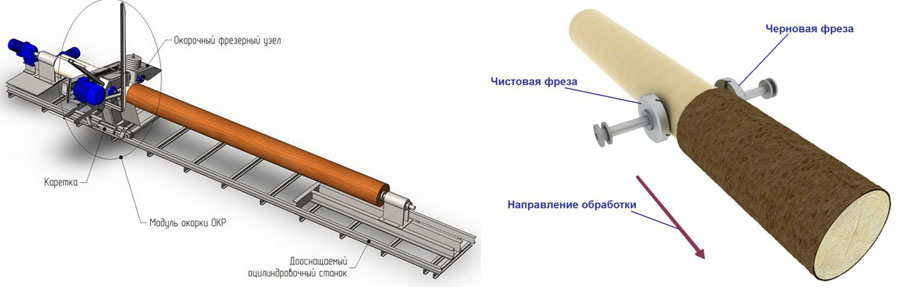
Одношпиндельные станки способны производить только оцилиндровку, а потому в деревообработке постепенно вытесняются более функциональными двухшпиндельными конструкциями. Современные модели оборудования данного типа включают в себя следующие узлы:
- Станину рамного типа (часто – неразборную, что увеличивает жесткость).
- Привод.
- Коробка передач, от которой управляется шпиндель и передний центр (задний центр служит для поддержки бревна).
- Планшайба с комплектом фрез (чаще – одной чистовой и одной черновой, а также инструментом для фрезерования продольного паза).
- Муфта включения.
- Механизм подачи.
- Противовибрационное устройство.
- Подающие ролики или конвейер.
- Направляющие, которые препятствуют закручиванию изделия в процессе обработки.
- Узлы управления.
Особенностью действия любого оцилиндровочного станка является большая трудоёмкость подготовительно-заключительных операций. Несмотря на наличие подающе-ориентирующих устройств, заправка полуфабриката в центрẚ занимает много времени. Поэтому ряд моделей соответствующей техники производятся с парой рабочих планшайб. Их модульная компоновка и независимый привод позволяет во время установки и позиционирования производить оцилиндровку предыдущей заготовки. Переключение планшайб производится при помощи муфты.
Основной производственный цикл работы оцилиндровочных станков проходного типа следующий. Перед началом работы в рабочие каретки устанавливаются необходимые фрезы, выбор которых определяется твердостью древесины, скоростью подачи инструмента и глубиной резания. При наличии автоматизированной системы управления (необходима при различной конфигурации продольного паза по длине бревна) устанавливается нужная программа.
При помощи цепной передачи, снабженной фиксирующими шипами, заготовка с требуемым зазором подается в приемную зону (величина зазора зависит от скорости подачи фрезы и относительной влажности материала). При наличии повышенной кривизны заготовки предусматриваются верхние фиксирующие ролики, которые не позволяют ей выскользнуть из центров. Ролики используются также при оцилиндровке заготовок предельной длины.
При включении механизма подачи планшайба с фрезами подводится к бревну, причем сначала в работу включается черновая, а затем – чистовая фреза. После фрезерования за один проход механизм вращения передней бабки она отключается, и в работу вступает механизм продольного фрезерования, который выполняет продольный паз.
После оцилиндровки готовое изделие помещается на трансферную площадку, откуда удаляется при помощи толкающего плунжера. Площадка обычно имеет возможность переустановки габаритов по размеру обрабатываемой продукции.
Оцилиндровочные станки производятся в модульной комплектации. При заказе обычно указывается состав начального и конечного модуля, а затем – количество предполагаемых промежуточных модулей. Оговариваются также:
- Длина, высота и угол наклона приемного конвейера, данные параметры изменяются при помощи боковых ограничителей;
- Размеры звездочек цепных передач;
- Набор ведущих шестерен коробки подач;
- Необходимость в дополнительных приводных двигателях.
Технологический цикл обработки лесоматериала на станках роликового типа заключается в следующем. Настройка таких станков состоит в установке и отладке количества и комплектации пар рабочих роликов, при помощи которых выполняется оцилиндровка. Обычно длина оси такова, что можно установить до 5-6 пар роликов, производящих не только обкатку-съем материала, но и поддержку заготовки во время обработки. Производимая стружка по направляющим канавкам отводится к измельчающему узлу лопастного типа, который превращает стружку в мелкую щепу. Перемещение роликов производится по винтовой линии, что исключает разрывы и прочие дефекты обработки.
Машины роликового типа более производительны. Объясняется это тем, что в них можно изменять скорость подачи и количество продукции, одновременно находящейся в оцилиндровке.
Сравнительный обзор моделей оцилиндровочных станков
Станок Алтай ОС-550
Предназначен для трехцикловой оцилиндровки бревен длиной от 560 до 6800 мм и диаметром от 170 до 500 мм, в ходе которой возможно выполнить черновое и чистовое фрезерование боковой поверхности, получение паза под чашку, компенсационного пропила, а также продольного паза. Таким образом, применение данного оборудования полностью обеспечивает производство заготовок для срубов деревянных домов.
Станок оснащен удобным пультом управления, размещение кнопок управления на котором допускает эксплуатацию станка даже при неблагоприятных внешних условиях, в частности, при пониженных температурах окружающего воздуха.
Зажимные центры имеют достаточно высокую несущую способность и жесткость, что обеспечивается хорошо продуманным направлением. Направляющие рассчитываются на постоянно действующие при работе вибрационные нагрузки, а потому не нуждаются в подналадке при выполнении оцилиндровки. Повышенной жесткостью обладает и фрезерная головка. Это гарантирует постоянство размеров производимых пазов (при использовании сырья одних и тех же исходных характеристик). Суммарная мощность привода 17 кВт.
Для оцилиндровки длинных бревен станок Алтай ОС-550 оснащается люнетом, который может перемещаться в направляющих и регулироваться по высоте. Учет прогиба в ходе обработки позволяет снизить величину подачи фрезы за проход и увеличить стойкость инструмента.
Недостатками называются нестабильное качество сборки отдельных узлов (что важно при приобретении б/у оборудования), а также необходимость использования специализированного инструмента. В частности, производитель техники – компания «Алтайлестехмаш» – советует приобрести дисковые пилы для торцевания бревен (соответствующий блок в станке отсутствует). Технологическим ограничением следует признать ручную подачу инструмента для фрезеровки чашки, а для некруглых срубов вообще стоит купить чашкорезный агрегат «Тайга». Таким образом, универсальным назвать станок Алтай ОС-550 сложно. Цена оборудования 360 000-370 000 рублей.
Станок Кедр ОС1-400
Предназначен для последовательного оцилиндровки и фрезерования бревен диаметром 160-400 мм при длине заготовки до 7500 мм. Оснащается двумя комплектами фрез, каждая из которых предназначена для обработки исходного сырья с разными размерами, чем достигается рациональное использование инструмента.
Производится предприятием «Уралинвест». Оцилиндровочный станок оснащен раздельным приводом инструментальных головок, перемещение полуфабриката в процессе обработки производится оператором вручную, что требует определенной квалификации и навыков. Вместе с тем техника отличается умеренным энергопотреблением: суммарная мощность электродвигателей составляет всего 8,6 кВт. Станок Кедр ОС1-400 нетребователен к сборке, однако для надежной работы агрегата требуется подготовленная бетонная платформа, на которую монтируется сварная рама. Цена до 180 000 рублей.
Станок ОЦС-3А
Выпускается предприятием «Краос» (Россия) и может использоваться для оцилиндровки заготовок длиной 800-5000 мм при диаметре 160-360 мм. Может производить обработку в автоматическом режиме, для чего оснащен устройством раздельного привода всех фрез и механизмов подачи. Максимально потребляемая мощность составляет 13 кВт, из чего 11 кВт расходуется на привод фрезы для оцилиндровки. Ввиду сложности одновременно выполняемых процедур, с агрегатом должны одновременно работать два человека. Инструмент для обработки полуфабрикатов большого диаметра не поставляется, и приобрести его необходимо отдельно.
Автоматика обеспечивает полный производственный цикл обработки:
- Предварительную оцилиндровку.
- Получение продольного паза и компенсационного пропила.
- Фрезеровку чаши.
- Управление скоростью подачи.
- Управление глубиной пропила.
Жесткость станины гарантирует стабильность получаемых размеров полуфабриката. Недостаток – ручное удаление стружки. Цена оборудования 720 000 рублей.
Станок RLM
Относится к типу многороликовых оцилиндровочных станков и производится брендом Woodlandia (Канада). Отличается многофункциональностью, поскольку одновременно может производить торцевание, оцилиндровку, выборку чашки и формирование продольного паза, при этом система автоматики обеспечивает непрерывность обработки заготовки. Линейка машин RLM включает в себя станки для работы с бревнами малых (от 160 мм), средних (от 240 мм) и больших (свыше 240 и до 400 мм) диаметров при длине бревна 410-8000 мм. Оборудование отличается модульной компоновкой, что обеспечивает снижение трудоемкости его сборки и положительно сказывается на отпускной цене оборудования. Оригинальный механизм слежения своевременно распознает сучки в древесине, и оперативно корректирует параметры резания.
Поставка производится в поузловом состоянии, сборка станка производится пользователем на месте, что требует высокой квалификации монтажной бригады. Купить станки RLM можно в региональных представительствах фирмы. Цена высокая, поэтому вариант покупки б/у станка вполне разумен.

