Качественное сгибание вытянутого металлического проката невозможно без применения специальных устройств, называемых профилегибами, при отсутствии средств на их приобретение или выполнении разовых работ их рекомендуют сделать своими руками. Они имеют сравнительно простую конструкцию и технологию сборки, при использовании правильных чертежей и инструкций на выходе получается достаточно надежное устройство для изменения конфигурации труб и профиля без предварительного нагрева. В большинстве случаев они имеют ручной привод, но при необходимости в схему добавляют гидроцилиндр или электродвигатель, окончательное решение принимается исходя из поставленных задач.
В каких случаях рекомендуют сделать профилегиб своими руками
Потребность в таком инструменте возникает при необходимости получения определенного радиуса закругления на конкретном участке или по всей длине заготовки. Функциональные возможности самоделок зависят от выбранной конструкции, но в целом с их помощью осуществимы операции по сгибу прутьев и арматуры, изменение формы профиля с квадратным или прямоугольным сечением, получению колен из круглых труб или скруглению элементов сортового проката (швеллеров, уголков, двутавров). Данная группа включает как простые устройства с приложением усилий в определенной точке изделия или профилегибочные станки с прокаткой деталей по всей длине, вторые признаны более эффективными из-за возможности сгибания заготовок под углом от 1 до 360° в произвольном направлении.
Изготовление самоделок целесообразно при отсутствии серьезных требований к точности радиуса изгиба и обработке профилей со сравнительно небольшим сечением. С их помощью успешно подготавливаются элементы для закладки теплиц, фигурные опоры или беседки, сгибаются хомуты в армокаркасе или колена трубопроводов при монтаже отопительных систем. Работа с ними не требует серьезной квалификации и подготовки, они ценятся за простую конструкцию и в большинстве случаев имеют механический привод. Изгиб заготовок на таких устройствах занимает больше времени и нуждается в определенных усилиях со стороны оператора, но в плане функциональности любой самостоятельно изготовленный ручной механизм не уступает аналогичному заводскому. Изменение класса профилегиба возможно при подключении гидравлического или электрического привода, но такие действия требуют определенных навыков.
Устройство и основные узлы
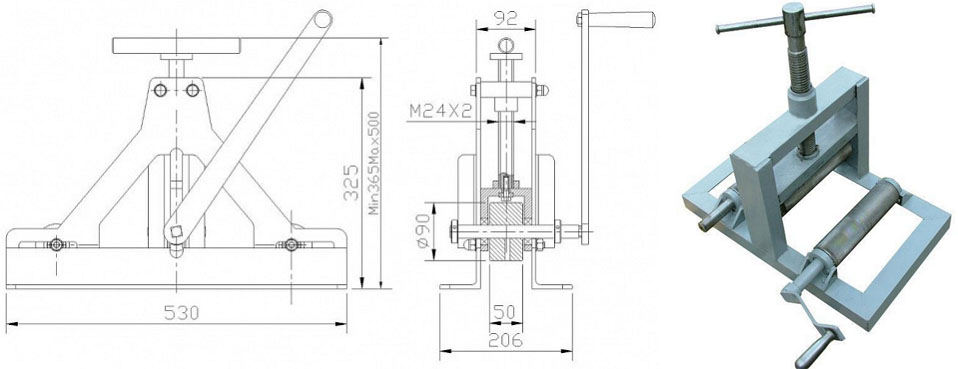
Конструктивное исполнение зависит от типа и принципа действия этого инструмента, самый простой и распространенный ручной профилегиб прокатного типа состоит из следующих элементов:
- Основания, чаще всего представленного в виде устойчивой и прочной металлической станины (в случае самоделок – сварной).
- Двух опорных боковых роликов, отвечающих за продольное перемещение профиля. В оптимальном варианте они способны к синхронному вращению.
- Прижимного подвижного ролика, выполняющего функции ведущего и обеспечивающими соответственное механическое воздействие, приводящее в итоге к изгибу заготовки. Как правило, он имеет чуть больший диаметр в сравнении с опорными боковыми или не уступает им.
- Узла контроля усилия прижима. У ручных моделей эти функции выполняет винтовая пара, установленная на перпендикулярно приваренном к станине прочном корпусе, у гидравлических – домкраты или поршневой механизм. При изготовлении устройства своими силами чаще всего останавливаются на первом варианте, при котором держатель ведущего ролика имеет жесткое соединение с прижимным винтом.
Принцип действия такого ручного инструмента основан на сгибании заготовок путем их прокатывания между опорными валиками с одновременным давлением ведущего. В этом плане они выгодно отличаются от обычных трубогибов с неподвижными элементами, при аккуратном воздействии и достаточном усилии на них без проблем осуществляется радиальный изгиб профиля с сечением до 32 мм включительно без риска деформации заготовки. Более сложные заводские конструкции оснащаются блоками ЧПУ, контролирующими градиент сгиба или подвижными нижними валами с контроллерами перемещения. У самых совершенных и функциональных профилегибочных станков все ролики являются передвижными и регулируемыми, но сделать такое оборудование самому, в кустарных условиях крайне сложно.
Инструкция по изготовлению простейшего устройства для сгиба профиля
При выполнении в домашних условиях работ по незначительному изменению формы и конфигурации проката и труб с сечением не более 20 мм достаточно использования примитивного варианта профилегиба, а именно – трех закрепленных в бетоне штырей. При этом возможны два пути: установка их под углом в 90 ° с последующим бетонированием на предварительно подготовленной площадке, или заливка тяжелой плиты, вынимаемой из формы и размещаемой в разных местах. В качестве опорных штырей для таких самодельных профилегибов используется швеллер или обрезки круглого проката с сечением от 70 мм, рекомендуемый интервал между ними составляет 4-5 см.
Потребность в сложных чертежах в данном случае отсутствует, секрет заключается в отслеживании перпендикулярности выступающих частей, достаточном их заглублении (в идеале – на треть длины) и заливке качественным мелкозернистым бетоном или ЦПС. По понятным причинам стационарные площадки признаны более устойчивыми и удобными в сравнении с тяжелыми плитами, по окончании работ и необходимости освобождения пространства штыри просто срезаются.
Преимуществом такой конструкции является простота и возможность установки опор с учетом сечения профиля, отсутствие каких-либо условий при выборе направлении или угле изгиба, минусом – ограничение в диаметре, при работе с заготовками с сечением свыше 20 мм создаваемых усилий недостаточно. В таких случаях рекомендуется сделать профилегиб с более сложным механизмом.
Инструкция по изготовлению своими руками устройства прокатного типа
Для сборки такого устройства потребуются уголки или квадратные трубы с сечением от 50 мм для сваривания корпуса, швеллеры или профиль с толщиной от 150 для станины, круглые заготовки, металлическая цепь, обеспечивающая синхронное вращение опорных роликов, и ее натяжитель, навариваемые приводные звездочки, винтовая передача, болты и гайки. Работы начинают с составления простой, но точной схемы ручного профилегиба, подготовки инструмента (двери, болгарки и сварочного аппарата) и элементов. Для изготовления самоделки нет необходимости в покупке нового и дорогостоящего металлопроката, допускается вырезание деталей из целого и не изъеденного ржавчиной лома. При этом все элементы рекомендуется очистить и слегка прошлифовать.
В ходе сборки придерживаются следующей последовательности действий:
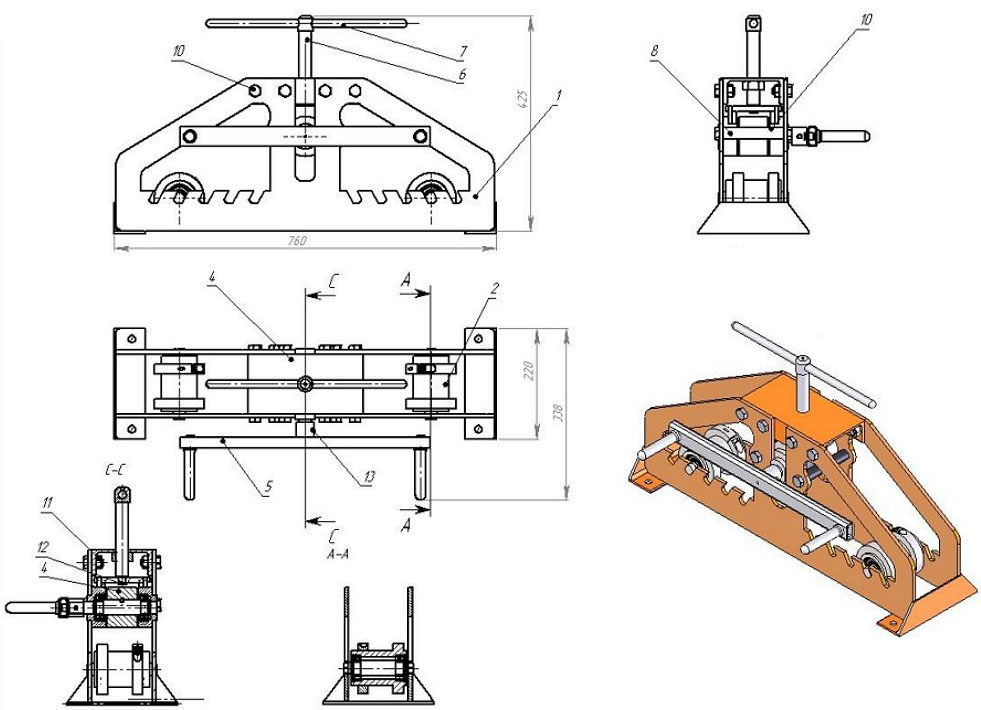
1. Из толстого швеллера вырезается отрезок нужной длины, проводится разметка станины.
2. Из уголка или прямоугольного проката сваривается П-образный корпус, выполняющий в дальнейшем функции кронштейна для винтовой пары. Для ее удержания в верхней части по центру просверливается соответствующее отверстие. После проверки качеств швов конструкция приваривается к двум сторонам станины.
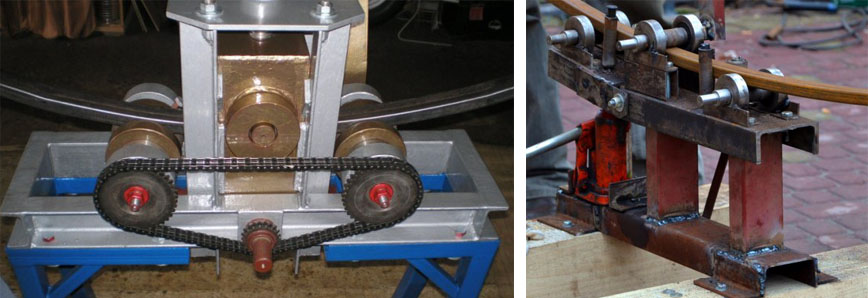
3. В верхней части корпуса ручного профилегиба приваривается гайка регулятора прижимного ролика и вкручивается опорный винт.
4. Из круглого лома с помощью болгарки вырезаются заготовки под опорные ролики, на оси которых привариваются передаточные звездочки для удержания велосипедной цепи. Установленные на подшипниках ролики привариваются к станине с учетом обязательной симметрии с ее центром. Цепь закрепляется на звездочках и натягивается. В конечном итоге получаются зафиксированные на невысоких подиумах вращающиеся «гантели», удерживающие в центре сгибаемый профиль. Одна из осей делается удлиненной, в последствии к ней приваривается ручка, с помощью которой осуществляется вращение.
5. Подготавливается узел прижимного механизма с жесткой фиксацией к нижней части опорного винта.
6. Все элементы закрепляются на корпусе и станине, сварочные швы слегка зачищаются.
Конструктивные различия у собираемых своими силами ручных профилигибов проявляются прежде всего в виде и размерах опорных и прижимных роликов. Они могут иметь закрепляемые по бокам шайбы-кольца для удержания профиля или обходиться без них. Все возможные насадки привинчиваются надежными болтами, это же относится к любым не привариваемым элементам с жестким соединением. Расстояние между ними (или длина цилиндрических валиков) подбирается исходя из ширины прокатываемых заготовок, что является еще одним преимуществом самоделок (отсутствуют какие-либо ограничения, размеры узлов подгоняются под нужды пользователя).
К сгибанию профиля можно приступать непосредственно после сборки, при правильной защите от коррозийных воздействий и смазке вращающихся участков полученное устройство прослужит долго.
Технология сборки ручного инструмента с подвижным опорным катком
При наличии поршневых пальцев, шатунного механизма, старых подшипников и автомобильного домкрата стоит сделать станочную конструкцию с приваренными уголками к станине опорными роликами. В качестве фиксатора в таких устройствах используется все та же винтовая пара, вращение в них передается на ось прижимного валика. Основание при этом является монолитным только до угла корпуса с ведущим узлом, плечо со вторым опорным валиком соединено с ним шарнирно. Ниже него устанавливается домкратный механизм, обеспечивающий подъем штока и измерение радиуса изгиба профиля в нужную сторону.
Преимуществом такого исполнения является высокая надежность и массивность рабочих узлов, такие профилегибы успешно используются в небольших мастерских и в частных целях. Корпус для удержания и подъема прижимного механизма рекомендуют делать цельным, из куска швеллера, при выровненном по горизонтали плече он по-прежнему должен находиться в центре. Такие самоделки в принципе не ломаются, единственной проблемой при их изготовлении является подбор деталей.
Рекомендации
Изготавливаемая конструкция самодельного профилегиба должна быть максимально прочной и устойчивой. Для этого рекомендуется:
- Обеспечивать максимально высокое качество сварки швов, при отсутствии соответствующего опыта этот этап сборки стоит доверить специалистам.
- Подготовить на станине отверстия для прикручивания к верстаку или основанию.
- Тщательно отслеживать центровку корпуса с винтовой парой.
- Покрыть корпус и основание антикоррозийными составами.
При планировании частого и интенсивного использования стоит сразу сделать качественный профилегиб с гидравлическим приводом, это сэкономит время и силы работника. Конструктивное исполнение при этом меняется мало, в схему просто добавляется домкрат вместо винтовой пары. Это решение позволяет проводить без проблем операции по сгибанию профиля с сечением до 50-60 мм, за исключением сплошного стального швеллера, при потребности в работе с такими заготовками к роликам подключают электрический привод. Но подобные ситуации у частных лиц возникают редко, в большинстве случаев им достаточно сделать ручное устройство прокатного типа.




