При выборе токарного инструмента и оборудования основными учитываемыми критериями являются их производительность и функциональность, при необходимости налаживания серийного выпуска деталей и проведения сложных работ предпочтение отдается универсальным моделям с многопозиционной поворотной головкой с посадочными отверстиями под несколько режущих элементов. Такие разновидности известны в качестве токарно-револьверных, они имеют широкую сферу применения и чаще всего являются автоматизированными. Из-за сложностей конструкции и высокой цены их выбор, наладку и ремонт доверяют специалистам, целесообразность использования обосновывают экономическим расчетом.

Назначение, виды выполняемых работ
Данная разновидность станков отличается от более простых наличием перемещаемой револьверной головки, имеющей несколько (от 4 и выше) гнезд для крепления разных фрез и в разы упрощающей процесс многоинструментальной обработки сложных деталей. Производительность этих устройств объясняется как возможностью быстрой смены приспособлений, так и одновременным и сверхточным воздействием на несколько поверхностей заготовки. Это обеспечивается большим числом позиций в самой головке, ее вращением в рабочем пространстве, наличием дополнительных упоров (у моделей без ЧПУ), скоростной подачей и автоматическим переключением узлов, запитываемых от отдельных приводов.
Как следствие, станки токарно-револьверной группы считаются многофункциональными и успешно задействуются при выполнении следующих операций:
- Нарезания внутренней и наружной резьбы, формирования канавок с разным профилем и глубиной плашками и метчиками.
- Точения и торцевой подрезки вращающихся заготовок.
- Обработке фасонных поверхностей с привлечением специальных шаблонов или резцов с поперечной подачей.
- Получение конических деталей и форм – по аналогии с предыдущим способом, как посредством использования копиров, так и за счет одновременной продольной обработки заготовки широкими резцами.
- Зенкерование, развертывания, сверления отверстий.
Задействование этих устройств увеличивает производительность токарных работ в разы, помимо быстрой подачи нужного узла скорость операций в профессиональных моделях возрастает за счет наличия систем с охлаждающими жидкостями. Они же позволяют станку резать металлы с высокой плотностью. Безопасность токаря обеспечивают специальные щиты, у автоматических разновидностей рабочее пространство полностью закрыто. Многие современных модели оснащены транспортерами для удаления отходов, попадание ее на оператора в любом случае исключено.
Виды и особенности токарно-револьверных центров
Классификация этого оборудования условная, чаще всего она связана с конструктивными особенностями и направлением оси вращения заготовки. Так, в зависимости от типа и размеров обрабатываемой детали различают патронные и прутковые виды станков. В первых заготовка фиксируется финтом или гидравлическим приводом, с таким исполнением проще закрепить кусок металла с большим сечением. Целевым назначением прутковых токарно-револьверных станков является изготовление деталей с небольшим диаметром, при необходимости – более длинных в сравнении с патронной разновидностью, или обработка литых, кованных и штампованных заготовок с помощью дополнительных насадок. Первая группа при этом является более универсальной, их применение допускает возможность работы с прутьями с тонким сечением.
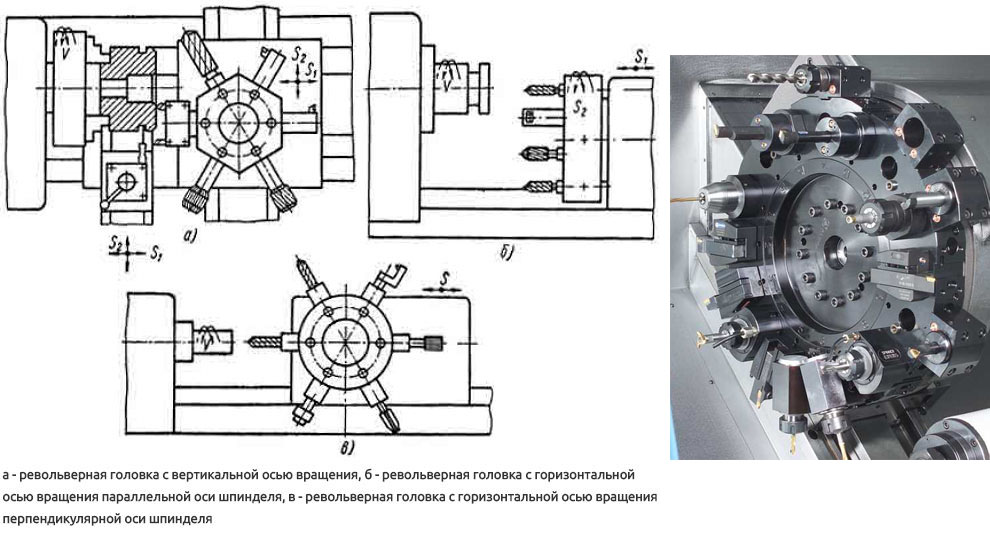
В зависимости от расположения основной оси вращения выделяют горизонтальные, вертикальные и наклонные модели, последние встречаются реже. Самые продвинутые устройства допускают выполнение токарных работ с изменением угла наклона заготовки. Разновидности с горизонтальной осью чаще всего имеют головку барабанного типа с продольной и круговой подачей режущего инструмента, при таком исполнении отсутствуют поперечный суппорт. Чаще всего оно встречается у прутковых станков. Разновидности с вертикальной или наклонной осью револьверной головки, наоборот, всегда имеют оба суппорта, дополнительный поперечный задействуется при выполнении отрезных и подрезных работ и накатки.
В зависимости от способа контроля положения узлов все станки данной группы разделяются на имеющие ЧПУ и полуавтоматы. Последние имеют упоры для ограничения продольной и поперечной подачи, их настройка занимает больше времени, закрепление и снятие заготовок при работе с ними выполняется вручную. В автоматических токарно-револьверных станках все операции осуществляются при минимальном привлечении работника. К ним относят как действия по фиксации деталей, так и изменение скорости, направления подачи, включение и выключение устройства.
Вне зависимости от назначения станка, к его важным техническим параметрам относят:
- Класс точности, определяющий возможности модели и качество получаемых изделий.
- Показатели размеров обрабатываемой заготовки и расстояния между рабочими узлами. Из всех технических характеристик эти являются самыми важными, они напрямую влияют на количество и сортамент выпускаемых изделий.
- Твердость обрабатываемого металла. Эта характеристика оказывает прямое влияние на выбираемые режимы резания.
- Число оборотов в мин., оказывающее прямое влияния на скорость изготовления и гладкость деталей.
- Скорость подачи и измерения положения отдельных узлов токарно-револьверного станка.
- Подключение или отсутствие СОЖ, защищенность оператора.
- Габариты и вес, удобство доступа к панели.
- Мощность привода и количество энергопотребления. Современный токарно-револьверный малогабаритный станок имеет среднее потребление в пределах 15-18 кВт, многофункциональные обрабатывающие центры – не менее 30. При необходимости обеспечения длительной работы в непрерывном режиме обращается внимание на защищенность оборудования от перегрева и скорость выключения привода при случайном отключении сети.
- Наличие или отсутствие дополнительных функций: фильтров в СОЖ, транспортера для удаления стружки.
Обзор токарно-револьверных станков с ЧПУ
Среди зарубежных производителей этих устройств лидируют компании Goodway и Haas Automation Inc. (обе – США), Accuway (Тайвань), Knuth (Германия), Trens (Словакия), Mupem (Испания), JET (Швейцария), ZMM Bulgaria Holding (Болгария). Российские модели выпускает Тверской, Астраханский, Алапаевский, Новочеркасский и другие станкостроительные заводы, как правило они способны работать в двух режимах: полу- и полностью автоматическом. Среди популярного токарного оборудования с револьверной головкой, управляемого ЧПУ, выделяют:
1. Станок 1325Ф30, выпускаемый российским заводом с 1984 г и используемый в условиях мелко- и среднесерийного производства, включающего изготовление деталей со ступенчатым и криволинейным профилем. Модель имеет вертикальную головку при горизонтальной компоновке корпуса и первую категорию качества. Точность обработки деталей согласно ГОСТ 8-82Е соответствуют «П» классу, рабочим материалом является калиброванный холоднокатанный прут с сечением от 18 до 25 мм.
2. Goodway GS 200 – горизонтальный токарно-револьверный станок от ведущего изготовителя с наклонной станиной (30°), программно-управляемыми задней бабкой и приводной головкой с 12 позициями. Данное оборудование ценится за производительность, высокую скорость и точность обработки деталей, и возможность работы в тяжелых режимах резания благодаря двухдиапазонному двигателю.
3. 1П426ДФ3 – высокопроизводительная модель, выпускаемая Алапаевским станкостроительным заводом, предназначенную для точной токарной обработки штучных изделий в полуавтоматическом режиме при изготовлении партий с повторяющимися деталями в объеме от 10 до 500 штук, при времени работ от 2 до 16 ч на каждую. Данный станок имеет 6 электродвигателей для запуска разных узлов и 2 револьверные головки на суппорте с вертикальными направляющими: шестигранную и круглую.
4. Mupem 4200 WIN 42 – инновационный станок для токарной обработки прутковых материалов с 2 вертикальными и 2 горизонтальными суппортами 8-позиционной головки. Настрой первых проводится как с помощью ЧПУ, так и вручную, работа вторых исключительно автоматизована. Предусмотрена возможность модернизации путем установки вращающихся инструментов или узла для вспомогательных операций. По аналогии с остальными современными моделями Mupem 4200 WIN 42 имеет транспортер для удаления стружки.
5. Haas ST-50 – многоцелевой токарно-револьверный центр с ЧПУ с большим сечением проходного отверстия в шпинделе, для применения в сложных условиях, включая частные температурные воздействия и изготовление тяжелых труб и фитингов, соединительных элементов и аналогичных вытянутых деталей из металла. Модель оснащена массивной головкой с гидравлическим приводом с комплектом метрических инструментальных оправок, системой подачи СОЖ, IPS и VQC (интуитивного и визуального программирования), портами для подключения USB и Ethernet интерфейсом.
6. ТС1625Ф3 – российский многофункциональный станок с тяжелой и монолитной станиной из чугуна, усиленным шпинделем и 2 револьверными головками. Модель ценится за повышенную виброустойчивость, простоту управления и безопасность работы токаря, в сравнении с оборудованием с равной производительностью ее энергопотребление ниже. Этот станок рекомендуют выбрать для серийного выпуска типовых деталей, его программы позволяют изготовить до 90% от общего номенклатурного ряда метизов вне зависимости от области их использования.
Стоимость и характеристики оборудования
Токарно-револьверное оборудование поставляется станко- и приборостроительными заводами в новом состоянии или после капитального ремонта, в обоих случаях на них предоставляется гарантия. Ориентировочные расценки на модели с ЧПУ с учетом их основных характеристик приведены в таблице:
| Наименование модели, производитель | Параметры обтачиваемых деталей | Мощность, кВт | Габариты, мм/ Вес, кг | Цена, рубли |
| 1325Ф30-01, ОАО «Новочеркасский СЗ», тип ЧПУ – НЦ-31 | Наибольшая длина заготовки в цанговом зажиме – 100 мм, диаметр детали над станиной – 320, при максимальном сечении одного прута в 25 | 13,2 | 4355×1456×1736/ 2585 | 2395000 – новом состоянии, от 450000 – б/у |
| Goodway GS 200, США, с системой управления Fanuc 0i-TD | Максимальная длина точения – 591 мм, сечение – до 400 при прутке до 51 | от 11 | 4500×1700×1800/ 2800 | От 3600000 |
| 1П426ДФ3, Алапаевский станкостроительный завод, с системой ЧПУ 2У22 | Диск над станиной – до 500 мм, диаметр штучной заготовки – до 250, прута – до 65, перемещение суппорта 340/50 | 18,5 | 3525×1570×2655/ 8800
|
4000000 |
| Mupem 4200 WIN 42, Испания, с разговорной системой управления MUPEM и программируемой командами ISO FAGOR | Диаметр прутка до 42 мм | 22 | 9400×1700×1800/ 3400 | Новое – по запросу, 1370000 – б/у |
| Haas ST-50, США, с одноименной системой интуитивного программирования | Диаметр над станиной – до 876, над кареткой – 648, обрабатываемого прутка – 216, длина обработки – до 2032 | 41 | Зависит от комплектации, от 14000 кг | 183000000 |
| ТС1625Ф3, Тверской станкостроительный завод, с ЧПУ Siemens 828D | Наибольший диаметр изделия типа диск – 520 мм, заготовки – 580, изготавливаемой над суппортом – 280 | 35,5 | 3475×1585×1670/ 3680 | 2690000 |
Станки без блока ЧПУ обходятся дешевле (от 80000 рублей и выше), но они уступают программируемым в точности обработки и гибкости изменения техпроцесса. Их ассортимент представлен проверенными временем устройствами (1П371, 1М425, 1Н318, С193А, 1А365 российской сборки, некоторые серии Knuth), но из-за снятия с производства и сложностей при необходимости проведения тяжелых или непрерывных работ их постепенно заменяют современными моделями с цифровым управлением. Применение в частных целях практически исключено, высокая стоимость токарно-револьверных станков окупается только при размещении в цехах с серийным производством.




