Токарное-винторезный станок 1М63 на момент начала выпуска позволил выполнять обработку металлических деталей на качественно новом уровне. Модель применяется при работе с заготовками среднего и малого веса и размера, быстро завоевала популярность и начала использоваться многими производственными предприятиями. Станок 1М63 используется для обработки заготовок цилиндрической, конической и сложной формы, их внутренних и внешних поверхностей. Кроме того, он позволяет нарезать резьбы различных типов и размеров. Обработка торцевых поверхностей происходит за счет использования всевозможных резцов, зенкеров, сверл, развертки, метчиков и плашек.
Основными пользователями стали машиностроительные заводы, отличающиеся крупными производственными объемами. Причина тому – технические возможности оборудования, позволяющие токарю обрабатывать детали длиной от 0,75 до 10 м, что зависит от расстояния между центрами машины (РМЦ). На сегодняшний день модель 1М63 значительно уступает современным аналогам по точности обработки и производительности.
- Описание станка и его достоинства
- Технические параметры
- Элементы агрегата
- Рекомендации по использованию
Особенности модели, ее модификации
Буквенно-цифровое обозначение 1М63 свидетельствует о следующем:
- 1 – токарная группа станков;
- 6 – токарно-винторезный станок;
- М – поколение оборудования;
- 3 – максимальный радиус обработки (составляет 315 мм).
Среди достоинств модели отмечаются:
- Станина, нижняя часть суппорта и шпиндельный узел с повышенной жесткостью. Выполняют обработку деталей на высокой скорости.
- Простота конструкции узлов токарно-винторезного станка.
- Повышенная точность обработки и температурная стабильность.
- Мощный двигатель, облегчающий работу с металлом.
- Высокая износостойкость агрегатов станка.
- Высокая скорость нарезания резьбы. Ее шаг регулируется сменными колесами гитары и коробки передач.
- Повышенная безопасность работы за счет внедрения электрических блокировок в паре с стандартными механическими.
- Использование токарного инструмента из быстрорежущей стали.
- Перемещение верхней части станка, что позволяет обрабатывать заготовки конической формы.
- Ускоренное поперечное и продольное движение суппорта за счет предусмотренного двигателя.
Конструкционные особенности:
- Повышенный размер поперечника обрабатываемых заготовок (вплоть до 700 мм).
- Обработка деталей массой до 3,5 тонн.
- Допустимый диаметр деталей над суппортом – 350 мм.
- Главный шпиндель с цилиндрическим отверстием диаметром 105 мм.
- Поперечное смещения суппорта на скорости до 2 м в минуту, продольного – до 5,2 м в минуту.
Повышенная функциональность, габариты, эффективность и точность работы станка позволяют устанавливать его в цехах производственных предприятий, ориентированных на количество выпускаемой продукции.
Модификации
Станок 1М63 стал прототипом для следующих основных модификаций:
- 1М63Н – машина обеспечивает нормальную точность;
- 1М63М – с механическим приводом резцевого суппорта и повышенной мощностью;
- 1М63НГ – станок, имеющая углубление в несущей станине и обеспечивающая нормальную точность обработки;
- 1М63БГ – быстроходный токарный станок с углублением в несущей станине;
- 1М63НП – станок с повышенной точностью обработки, соответствующей стандарту ГОСТ 8-82;
- 1М63Ф101 – станок с установкой цифровой индикации, отсчитывающей поперечное движение суппорта.
Модификации имеют улучшенные характеристики по сравнению с прототипом, а также усовершенствованную оснастку. Для примера, модель 1М63Н обладает следующими отличиями:
- Повышенная безопасность эксплуатации.
- Шестерни, изготовленные из легированной стали.
- Увеличенный срок службы станка.
- Точная обработка деталей массой до 3,5 тонн и длинной до 10 м.
- Шпиндель с увеличенным диаметром проема.
- Повышенная скорость нарезания резьбы.
- Более мощный основной привод.
Производство станка 1М63, который в свое время стал заменой модели 163, на данный момент прекращено. Сегодня приобрести можно исключительно б/у оборудование.
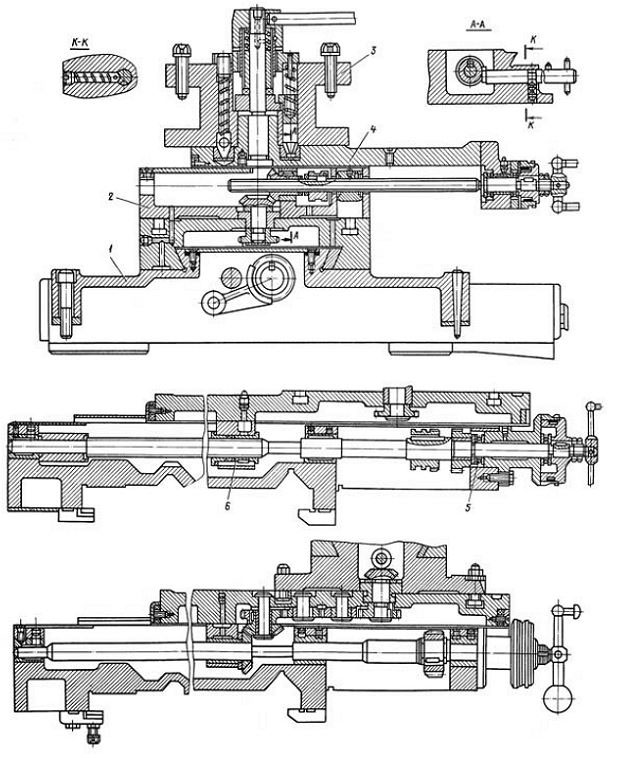
Конструкция суппорта станка
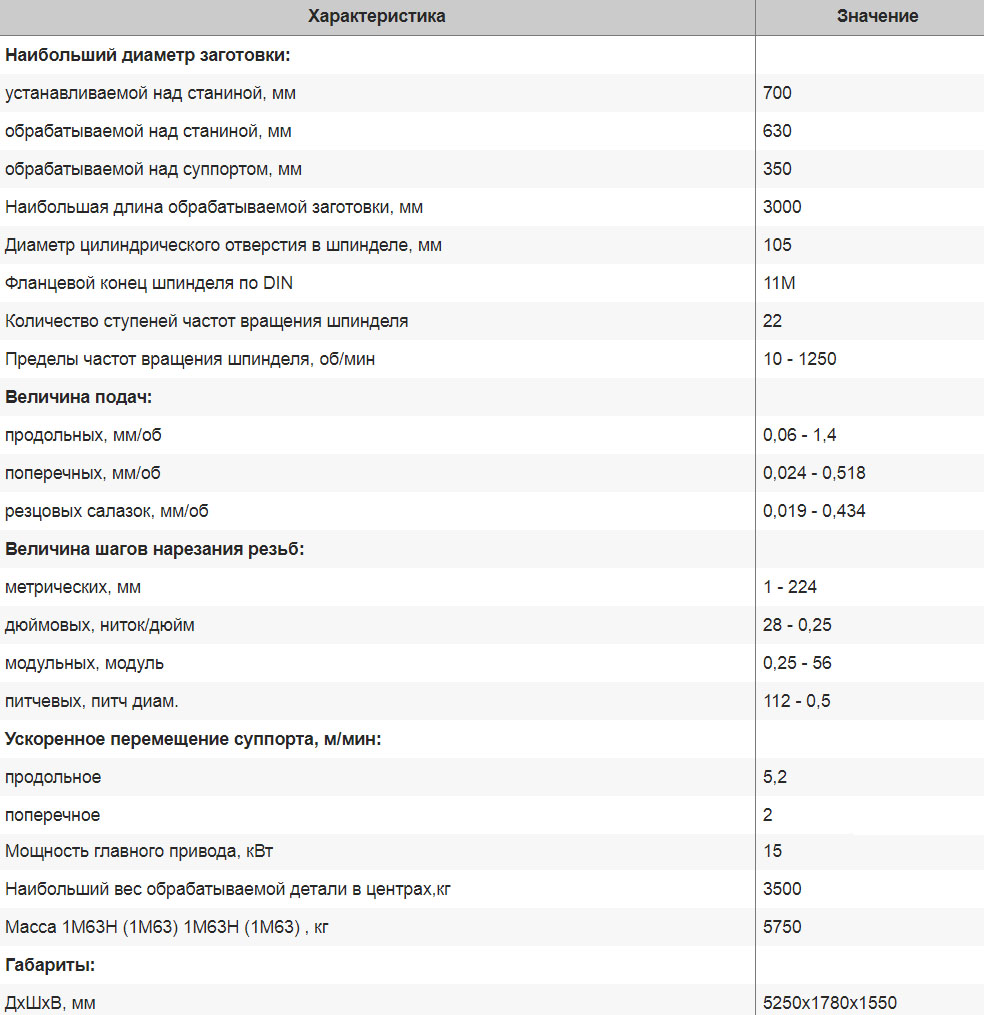
Технические характеристики и конструктивные элементы
- Вес – до 13 200 кг.
- Габаритные размеры – 5240х1780х1550 мм.
- Максимальная скорость вращения – 1250 об. в минуту.
- Минимальная скорость вращения – 10 об. в минуту.
- Степень вращения шпиндельного узла – 22 ед.
- Количество электродвигателей – 4.
- Мощность основного двигателя – 13 кВт.
- Мощность электродвигателя охлаждающей системы – 0,12 кВт.
- Мощность двигателя привода суппорта – 1,1 кВт.
Полная масса станка находится в прямой зависимости от РМЦ:
- Вес для РМЦ 1400 – 3,8 т.
- Вес для РМЦ 2800 – 5 т.
Полные технические характеристики машины указаны в документации к оборудованию.
Станок 1М63, согласно схеме, состоит из узлов:
- Станина;
- Коробка передач;
- Гитара сменных колес;
- Передняя бабка со шпинделем;
- Задняя бабка;
- Электрический шкаф;
- Фартук с суппортом;
- Два люнета (подвижный и неподвижный);
- Механизм поддержки вала и ходового винта;
- Электродвигатель, ускоряющий перемещение суппорта.
Устройство и технические параметры всех элементов станка 1М63 соответствуют установленным в 1982 году стандартам. Машина относится к оборудованию с классом точности “H”. Для обработки не жестких и длинных заготовок с различным РМЦ, где требуется ограничить деформации, используется люнет, который не входит в комплект поставки.
Станок оборудован классическим резцедержателем из прочного материала, который исключает какие-либо деформации конструкции. Оптимальные показатели точения подбираются его настройкой. При этом инструмент является неподвижным, а двигается только суппорт. Расстояние между кромкой резцедержателя и осью центров составляется 320 мм.
Цельнолитая станина токарного оборудования с трубами – основная его сборочная единица, так как на нее происходит монтаж всех остальных компонентов. Внутри расположены наклонные окна для отвода охлаждающей жидкости и стружки. Станина оборудована направляющими для задней бабки и каретки.
Коробка скоростей токарного станка расположена с левой стороны станины в передней ее части. Соединение с главным электродвигателем выполнено посредством клиноременной передачи. Регулировка скоростей 1М63 производится по ступенчатой схеме за счет ввода в зацепление различных шестерен. Их поочередное подключение позволяет выбрать конкретную из 22-х возможных скорость вращения. Если пользоваться самыми высокими скоростями, можно снизить шум при работе станка, одновременно повысить его КПД. Шестерни изготовлены из инструментальной стали высокого качества, обработанной специальным термическим способом. В опорах шлицевых валов находятся роликовые и шариковые подшипники.
Коробка подач станка закрытого типа, выполнена в двухосной компоновке. Работает за счет введения в зацепление различных шестерней рукоятью. Для нарезания резьбы с высокой точностью параметров, ходовой винт подключается напрямую, при этом используется специальный комплект зубчатых колес.
Суппорт 1М63 выполнен в виде крестообразной конструкции, передвигается механическим и ручным способом в перпендикулярном направлении и по осевым направляющим.
Задняя бабка станка фиксируется к несущей станине за счет 4 болтов и 2 планок на направляющих. Легкость ее движения обеспечивают четыре радиальных шарикоподшипника, установленных в мостик. При сверлении металлических заготовок степень удаления токарь определяет винтовым лимбом. Маховик отвечает за осевое перемещение пиноли.
Передняя бабка 1М63 смонтирована на левой части станины. Шестерни на шпинделе и валах изготовлены из хромистой стали, которая подвергается закалке и шлифовке. За вращение валов отвечают подшипники качения.
Шпиндель имеет 22 скорости прямого (10-1250 об. в минуту) и 11 скоростей обратного (18-1800 об. в минуту) движения. Его электрическая составляющая подключена к пульту, расположенному на корпусе токарно-винторезного станка. При нажатии соответствующей кнопки срабатывает механизм принудительной резкой остановки шпинделя.
Охлаждающая система представляет собой установленный в правой тумбе насос. В обратной и лицевой части токарного станка предусмотрены поддоны для сбора отработанного раствора, откуда охладитель подается в резервуар правой тумбы.
Фартук закрытого типа оснащен удаляемой лицевой стенкой. Вращательные движения на передник подаются через ролик или ходовой винт. На станке установлены электромагнитные муфты, а фартук регулируется посредством всего одной рукояти. При включенной рабочей передаче существует возможность задействовать скоростной режим за счет обгонной муфты, расположенной в фартуке. Одновременный запуск винта и бегунка станка исключается системой электрической блокировки.
Правила эксплуатации станка 1М63
Перед первоначальным пуском станка:
- Открепляются магнитные пускатели;
- Отжимается сухарь каретки и выключается маточная гайка;
- В фартук, коробку подач и переднюю бабку заливается масло, после чего им заполняются все смазочные точки;
- Токарный станок подключается к цеховой системе заземления;
- Машина подключается к электросети, после чего проверятся напряжение на электрооборудовании.
При запуске как нового, так и б/у станка по металлу модели 1М63, шкив его коробки скоростей должен вращаться в направлении, которое указано стрелкой на кожухе. После ознакомления с назначением органов управления, работа всех механизмов проверяется вручную. После этого токарный станок запускается на минимальной частоте вращения на холостом ходу. Внимания требует работа масляных насосов, которая контролируется по маслоуказателям.
После первого запуска станок подвергается обкатке в течение часа на холостом ходу. При этом величина подачи и скорость вращения шпинделя постепенно увеличиваются.
Переключение подач, скоростей, направления вращения фрикциона станка допускается только при неподвижном шпинделе. К настройке токарного оборудования можно приступать, заменив масло во всех узлах после обкатки.




