Эффективность технологических операций по сверлению и расточке отверстий полностью зависит от правильности выбора рабочего инструмента и надежности его крепления. Особого внимания требуют патроны для станочного оборудования, подвергаемые значительным нагрузкам и подбираемые с учетом требований российских и зарубежных стандартов (ГОСТ 8522, 15935 и другие). Ошибки на этом этапе обходятся дорого, несоответствие с конусом или хвостовиком сверлильного инструмента приводят к поломкам, биению и значительному росту погрешности обработки. Данные комплектующие предлагают купить прежде всего производители станков и ручного оборудования, к проверенным временем брендам относят патроны Griff, Jet, Metabo, Proma, Профоснастка, Практика и Энкор.

Назначение
Сверлильный патрон представляет собой относительно небольшую деталь, изготавливаемую из высокопрочных марок стали и предназначенную для обеспечения надежности крепежа рабочего инструмента на оси шпинделя и облегчения процесса его смены. Его размеры стандартные, подобрать нужный вариант в теории не составляет труда, но на практике посадка этого элемента должна быть максимально выверенной. По сути патрон является посредником между сверлом и конусом Морзе (или другим наконечником шпинделя), разрушительные воздействия от вращения рабочего вала в ходе передачи усилий частично сглаживаются, но требования к прочности и твердости этих комплектующих станка довольно высокие. В частности, их изготавливается из стали с показателями не ниже 51 HRC по Роквеллу, кулачки – 54, лучше всего для этих целей подходят цементированные марки.
Конструкция и основные элементы сверлильного патрона бывают разные, минимально возможный диаметр закрепляемого в нем хвостовика сверла варьируется от 0,5 до 5 мм, верхний предел составляет 20 мм (для токарных и фрезерных станков значения могут быть другими). Потребность в применении этой оснастки возникает при проведении следующих технологических операций:
- Сверления глухих и сквозных отверстий.
- Рассверливания ранее подготовленных с целью увеличения их диаметра.
- Зенкерования.
- Развертки конических и цилиндрических поверхностей.
- Накатки резьбы метчиками.
- Зенкования при снятии фасок и выемок.
- Торцевания с целью получения ровного среза, перпендикулярного оси отверстия.
Виды и особенности сверлильных патронов
Разделение этих деталей станка на отдельные группы условное, основными признаками служат условия смены рабочего инструмента, способ крепежа и класс точности обработки. Варианты классификации у отечественных и зарубежных производителей различны, но конструкция и размеры этих комплектующих совпадают, выбрать нужный вариант несложно. Основное разделение обычно связывают со способом закрепления патрона в станке, в зависимости от этого фактора выделяют две группы: имеющие резьбовое соединение или сцепляемый с конусом Морзе хвостовик. Вторые разновидности в целом считаются более надежными, но они совместимы далеко не со всеми видами шпинделя, по понятным причинам смена таких насадок занимает больше времени, не говоря уже о потребности периодической подкрутки. Патроны с конусным хвостовиком широко распространены и встречаются в различных модификациях, включая имеющие резьбовое соединение (в ряде случаев – выполненное своими силами). Нарезку при этом осуществляют на внешней стороне корпуса Морзе.
В зависимости от конкретного вида фиксаторов и целевого назначения все патроны для сверления разделяются на:
- Трехкулачковые, являющиеся весьма распространенными и используемые с целью зажима сверл с цилиндрическим хвостовиком.
- Двухкулачновые, выбираемые при работе с тонким и слабо нагружаемым инструментом.
- Самоустанавливающиеся, оптимальные при необходимости расточки и увеличения диаметра уже существующих отверстий.
- Реверсивные, размещаемые на сверлильных станках не имеющих обратного вращения рабочего вала.
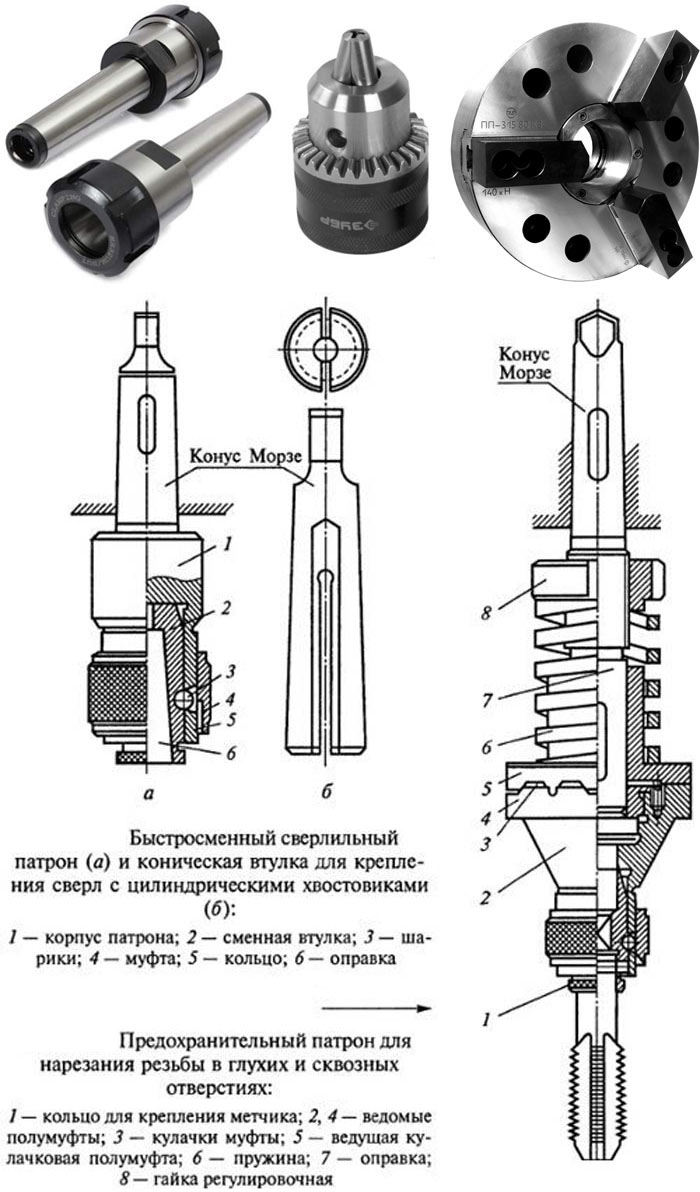
- Быстросменные, с коническим типом хвостовика.
- Предохранительные, удерживающие метчики.
Соответственно, конструкция оснастки бывает зажимной с подкручиваемой гайкой, имеющей фиксирующее кольцо, цанговой или подтягиваемая ключом (последние устанавливаются преимущественно на ручных дрелях). В настоящее время на большинстве промышленных станков монтируется патрон сверлильный самозажимной, подкручиваемый за счет вращения рабочего вала. Несмотря на большую стоимость его установка оправдывается повышением точности и безопасности работ, область применения зажимных разновидностей постепенно переходит на ручной инструмент. При этом устанавливать подтягиваемые патроны на дрели и сверлить с их помощью металл не рекомендуется как причинам экономической нецелесообразности, так и из-за отличия в воспринимаемых нагрузках, самозажимные виды не рассчитаны на боковые смещения.
Относящиеся к отдельной группе цанговые разновидности закрепляют сверла с помощью специальных переходников с разными диаметрами. Они используются при необходимости установки нестандартного или имеющего меньший диаметр рабочего инструмента и по сути являются добавочными комплектующими к основному патрону с конусом. По аналогии с остальными разновидностями такие переходники изготавливают из качественной и высокопрочной стали.
Упомянутые выше быстрозажимные (они же быстросменные) патроны в свою очередь разделяются на обычные виды с фиксатором в виде конического хвостовика, как правило, оснащаемые сменными втулками, и прецизионные, характеризующиеся минимальным значением радиального биения (0,04-0,06 мм) и относящиеся к специализированным (в буквальном переводе этот термин означает «высокоточный»). Помимо быстрой смены насадки их применение исключает риски смещения сверла и обеспечивает максимально возможную жесткость соединения.
Предохранительные патроны выбираются при необходимости нарезания резьбы метчиками в сквозных и глухих отверстиях, их конструкция включает ведомые полумуфты (втулки), кулачки и основную муфту, регулировочную гайку и пружину. Надежность соединения обеспечивается наличием трапецеидальных зубьев, установка такой оснастки значительной снижает риски поломки метчика, они автоматически настраиваются на изменение величины крутящегося момента.
В зависимости от класса точности все предлагаемые патроны для сверлильных станков разделяются на две группы (I и II). Требования к допускным значениям регламентированы ГОСТ 15935, оценка осуществляется путем замера величины радиального биения на контрольной закрепленной оправке. Чем меньше будет этот показатель, тем лучше, у патронов первого класса биение инструмента с ᴓ в 2-4 мм и длиной в 40-50 мм он не должен превышать 0,05 мм, второго -0,1, соответственно. Замеры выполняются как минимум трижды, результат усредняют, при получении неоднозначных значений оценку проводят повторно. При неизменно пограничных величинах патрону присваивается II класс.
Сборка и разборка
Потребность в таких операциях возникает прежде всего при необходимости чистки патрона для сверлильного станка, выбираемый способ действий полностью зависит от вида и цельности его корпуса. Работы начинаются со снятия внешней пластиковой оболочки (при наличии), оценки потребности в полной разборке (обратный процесс может быть сложным и даже невыполнимым, в ряде случаев вполне достаточно поверхностной очистки) и подбора инструмента. Разновидности с легкосъемными оболочками зажимают в тисках или просто аккуратно простукивают полотком с целью снятия внешнего кольца, при необходимости такие комплектующие легко разбираются до конца.
Патрон быстрозажимной сверлильный с кулачками и монолитной конструкций разделяется поэтапно. Простой ударный способ в данном случае не подходит, оснастка нуждается в нагреве до 250-300 °С, обеспечивающим температурной расширение и снятие зажатого кольца. При работе с такими патронами придерживаются следующей схемы действий: сдерживающие кулачки убираются вровень с корпусом→ насадка зажимается в тисках, внутрь кольца помещают смоченных холодной водой бинт или хлопковую ткань → конструкция обдувается горячим воздухом с помощью строительного фена или горелки (без прямого контакта с пламенем) до однородного прогрева→ основание аккуратно выбивается молотком по направлению кулачков, оставляя в тисках внешнее кольцо.
При выполнении этих работ отслеживается толщина металла кожуха сверлильного патрона, в ходе ударных воздействий его берегут от деформаций. Обратный процесс осуществляется также с помощью нагрева, с обязательным заложением смоченных тканых материалов внутрь. Внешнее охлаждение водой требуется в исключительных случаях, например, при длительном или чрезмерном нагреве, таких ситуаций желательно избежать.
Нюансы работы с оснасткой, общие требования
Данные комплектующие обходятся дорого (распространенный и практически универсальный патрон В16 с конусом Морзе для сверлильного или токарного станка можно приобрести по цене от 1800 рублей и выше), при их покупке обращается внимание на соответствие рабочих характеристик требованиям ГОСТ и проверяется маркировка. Последняя в обязательном порядке включает различимый знак завода-изготовителя, данные о типоразмерах, диапазоне зажима сверла и условное обозначение детали. Окончательный выбор осуществляется с учетом номера конуса шпинделя, максимального и минимального диаметра хвостовика сверл и способа их фиксации.
Даже самую качественную и надежную оснастку берегут от деформаций, для обеспечения точности сверления и продления срока службы инструмента и оборудования рекомендуется:
- Отслеживать совместимость размеров конуса Морзе и патрона, при необходимости – приобрести соответствующие переходные втулки.
- Проверять чистоту конусных и контактных поверхностей перед установкой и фиксаций.
- Предварительно отмечать керном центр будущего отверстия с целью сохранения ресурса сверла и исключения риска его отклонения.
- Учитывать возможную вибрацию сверлильного патрона и требования к качеству сверления, для высокоточных работ стоит купить прецизионные разновидности.
- Сверлить детали из твердых материалов с применением систем СОЖ.
- Использовать инструмент с диаметром меньше требуемых размеров отверстия.
- Задействовать дополнительные приспособления: тиски, координатные столы, призмы и аналогичные фиксаторы, улучшающие производительность сверлильных станков и точность выполняемых операций.




